

Method for testing heat insulation performance of thermal protection ceramic coating
A technology of ceramic coating and thermal protection, which is used in the field of testing the thermal insulation performance of thermal protection ceramic coatings, can solve the problem that the service temperature of the adhesive layer cannot be accurately obtained, the thermal insulation performance of the coating varies greatly, and the heating time of the high temperature furnace is long. problems, to achieve the effect of fast response to test temperature changes, high test efficiency, and low size requirements
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
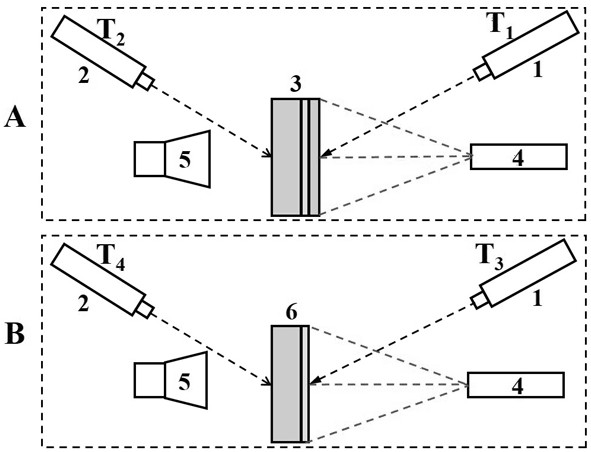
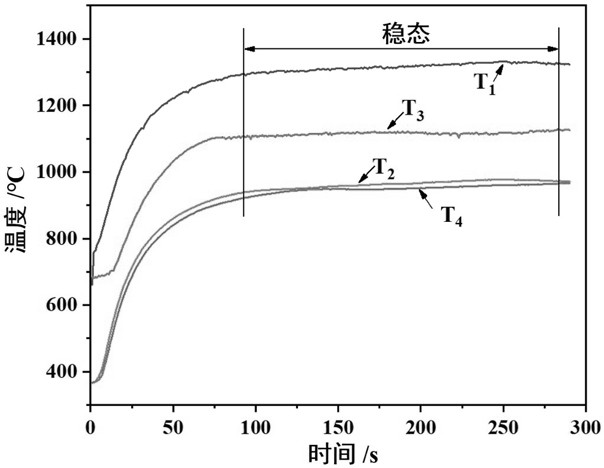
[0035] Firstly, an oxygen-propane flame gun is used to rapidly heat a thermal protective ceramic coating sample whose metal substrate is a magnesium alloy with a thickness of 2.5 mm and a diameter of 25.4 mm to 700 °C and keep it warm for 240 seconds. 40 L·min-1 The compressed air is used for cooling, and at the same time, the non-contact first online infrared thermometer 1 and the second online infrared thermometer 2 are respectively used to record the surface temperature T of the thermal protection ceramic coating in real time 1 and the backside temperature of the metal substrate T 2 ;
[0036] Then use an oxygen-propane flame gun to quickly preheat the surface of the magnesium alloy sample with only alloy bonding coating to about 500 °C and keep it warm for 250 s. During the preheating process, the flow rate on the back of the metal substrate is 40 L min -1 The compressed air is used for cooling; at the same time, the non-contact first online infrared thermometer 1 and the...
Embodiment 2
[0039] Firstly, an oxygen-propane flame gun was used to rapidly heat the thermal protective ceramic coating sample whose substrate was aluminum alloy with a thickness of 3 mm and a diameter of 50 mm to 900 °C and keep it warm for 150 s. During the heating process, 60 L·· min -1 The compressed air is used for cooling, and at the same time, the non-contact first online infrared thermometer 1 and the second online infrared thermometer 2 are respectively used to record the surface temperature T of the thermal protection ceramic coating in real time 1 and the backside temperature of the metal substrate T 2 ;
[0040] Then use an oxygen-propane flame gun to quickly preheat the surface of the aluminum alloy sample with only alloy bonding coating to 700 °C and keep it warm for 150 s. During the preheating process, 60 L min was used on the back of the metal substrate -1 The compressed air is used for cooling; at the same time, the non-contact first online infrared thermometer 1 and t...
Embodiment 3
[0043] Firstly, an oxygen-propane flame gun is used to rapidly heat the thermal protective ceramic coating sample whose metal substrate is stainless steel with a thickness of 1.1 mm and a diameter of 30 mm to 1000 °C and keep it warm for 300 s. During the heating process, the flow rate on the back of the metal substrate is 20L·min -1 The compressed air is used for cooling, and at the same time, the non-contact first online infrared thermometer 1 and the second online infrared thermometer 2 are respectively used to record the surface temperature T of the thermal protection ceramic coating in real time 1 and the backside temperature of the metal substrate T 2 ;
[0044] Then, the oxygen-propane flame gun was used to quickly preheat the surface of the stainless steel sample with only the alloy adhesive coating to 700 °C and keep it warm for 250 s. During the preheating process, the flow rate on the back of the metal substrate was 20 L min -1 The compressed air is used for cooli...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More