

Production method of built-in water-cooling channel cast steel component
A manufacturing method and technology of water cooling channels, which are applied in the directions of transmissions, rotors, cylinders, etc., can solve the problems of deformation, steel pipe melting, and reduce the thermal conductivity of products, and achieve high thermal conductivity and prevent erosion.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
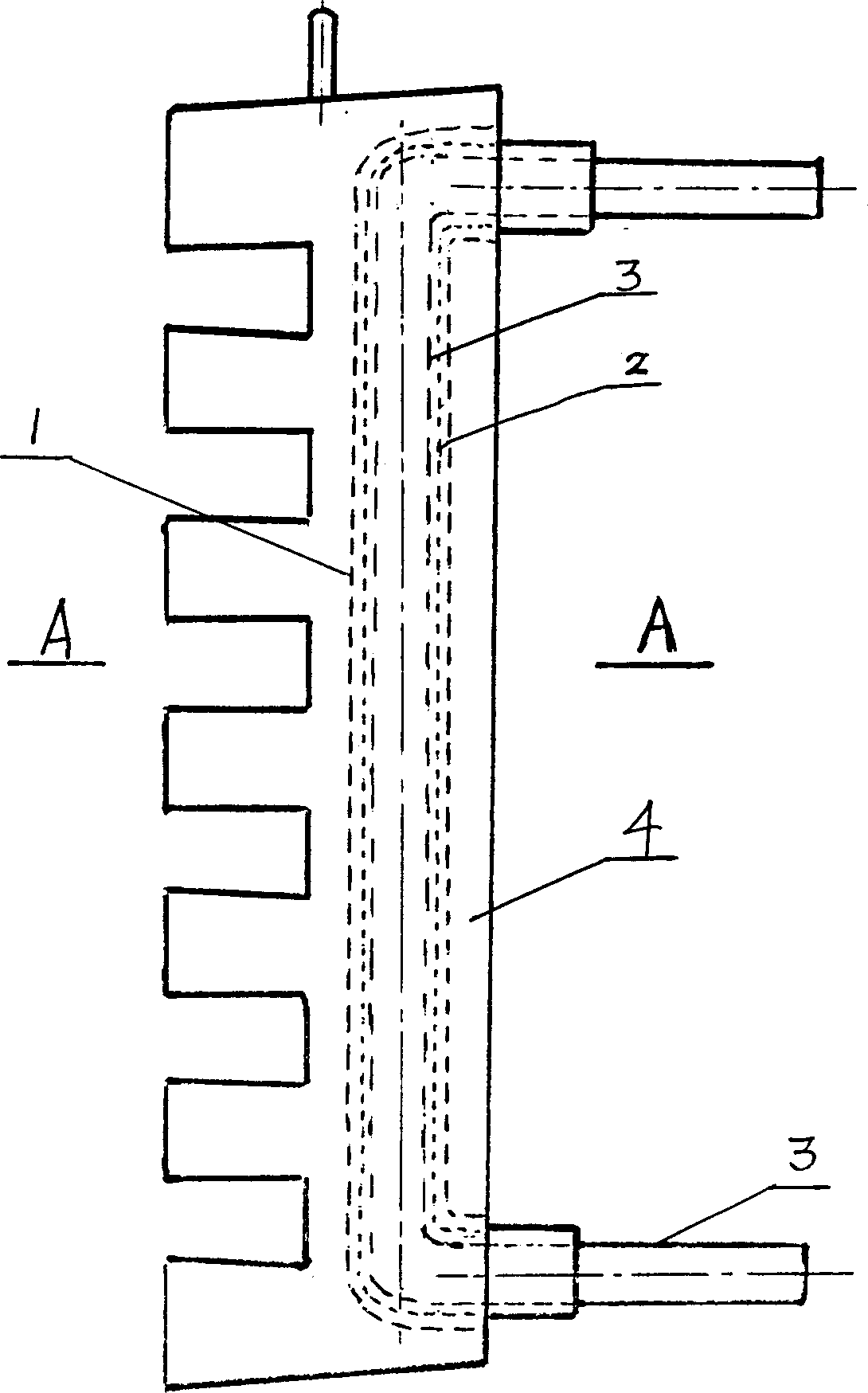
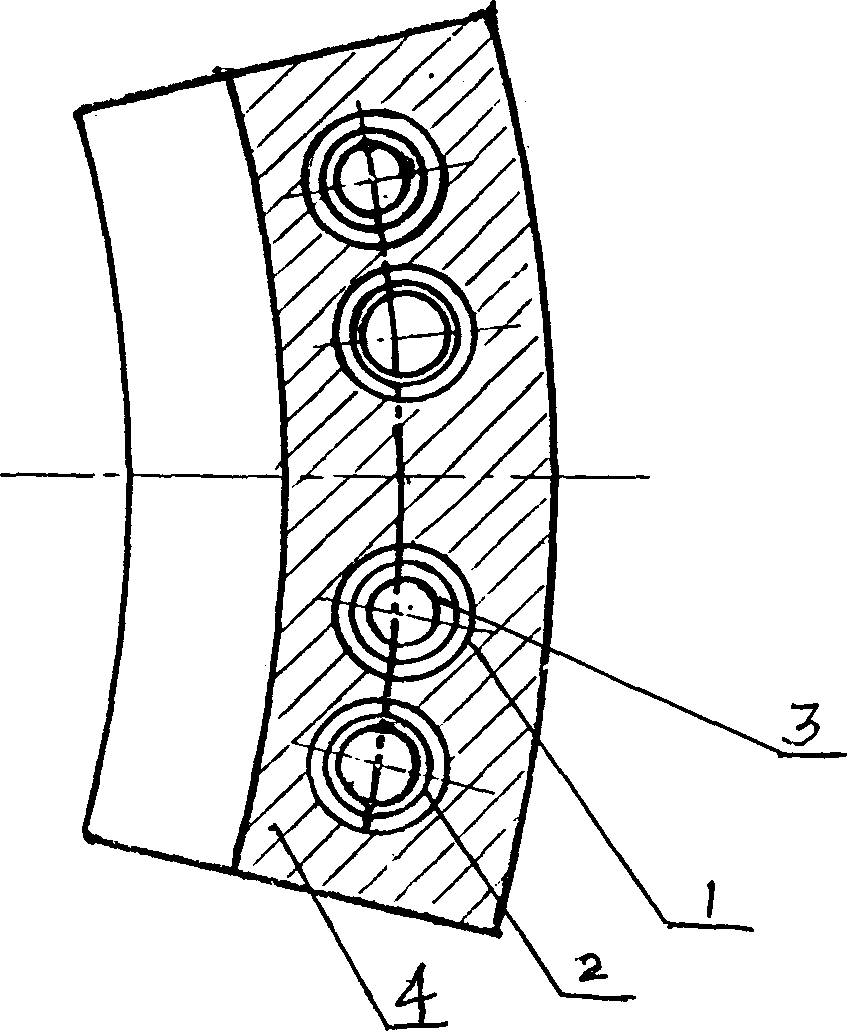
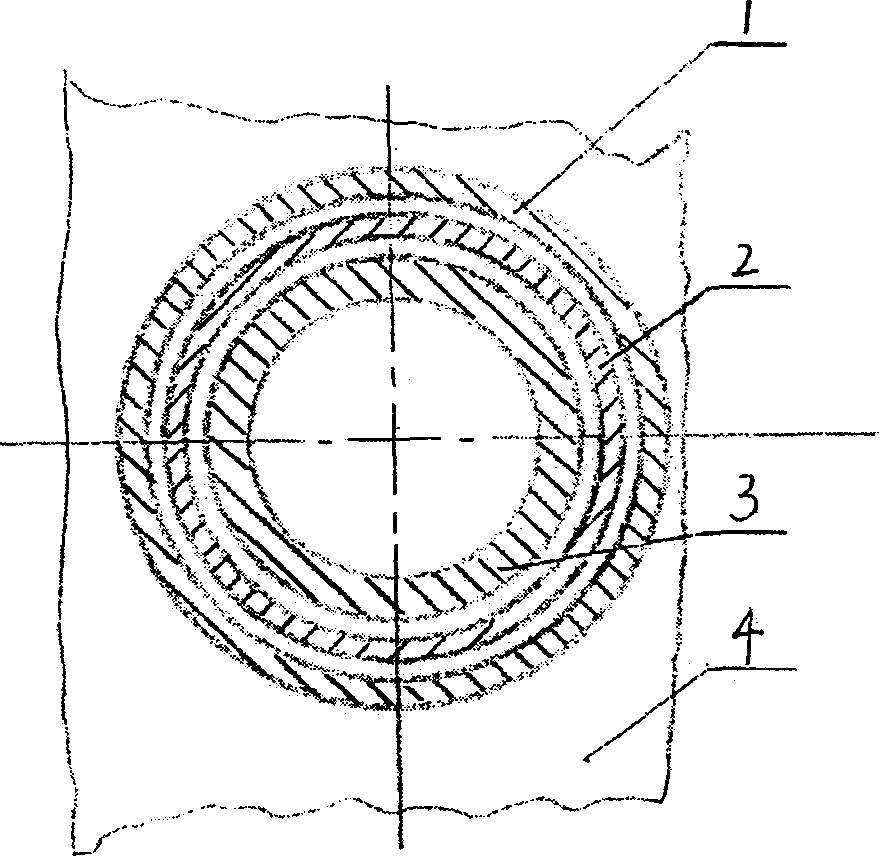
[0015] 1. Derust the outer circle of the 53mm steel pipe 3;
[0016] 2. Two layers of spiral inner cooling iron 1 and 2 are wound on the outer wall of the steel pipe 3. The first layer of spiral inner cooling iron 2 is spirally wound with iron wire with a diameter of 3 mm, the pitch is 7 mm, and the inner diameter of the spiral is 2.5 mm larger than the outer diameter of the steel pipe; The second layer of spiral inner cooling iron 1 is spirally wound with a wire rod with a diameter of 6 mm, the pitch is 12 mm, and the inner diameter of the spiral is 3.5 mm larger than the outer diameter of the first layer of spiral inner cooling iron 2 . The first layer of spiral inner cooling iron 2 is wound on the steel pipe 3, and the second layer of spiral inner cooling iron 1 is wound on the first layer of spiral inner cooling iron 2. The steel pipe 3 is cast into the metal base 4 in a U shape, and the two ends of the U shape protrude from the base 4, and four steel pipes are cast into t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| distance | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More