Method and reactor for catalytic cracking for producing propylene using fluid bed
A fluidized bed reactor and catalytic cracking technology, applied in the field of chemical engineering, can solve the problems of large pore size and low propylene selectivity, and achieve the effects of improving selectivity, reducing back mixing and improving total yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
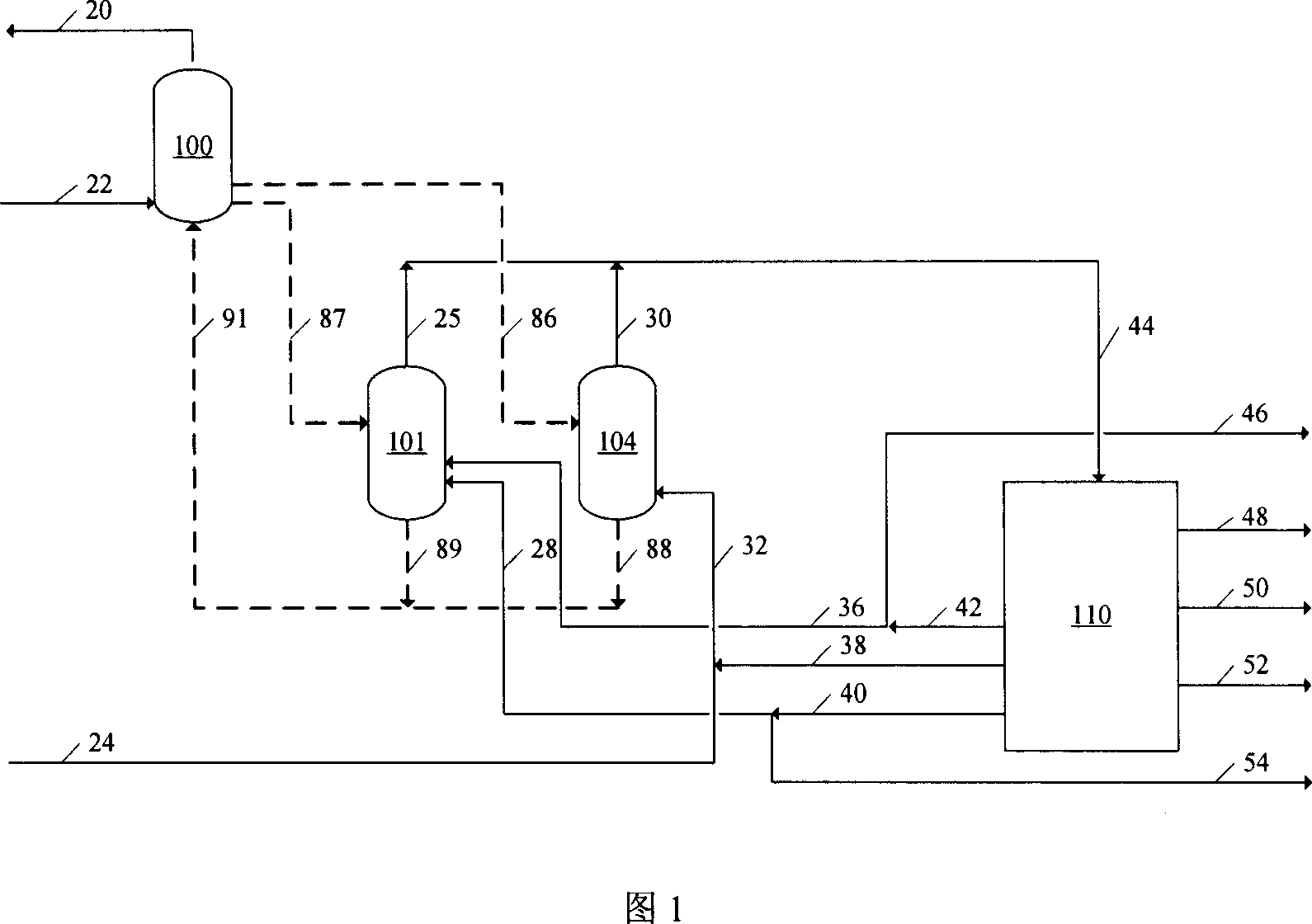
[0065] Methanol is used as a raw material, SAPO-34 / silica gel particles are used as a catalyst, and the content of the active component SAPO-34 in the catalyst is 30%. The process flow shown in Figure 1 is adopted. The reaction system includes two reactors: 104 is the main reactor for raw material cracking; 101 is the olefin conversion reactor for C 2- with C 4+ transform. The products of the two reactors merge into the gas separation system and are separated into C 2- , Propylene, Propane, C 4+ , unconverted raw materials and water, where C 2- with C 4+ After releasing 1% (percentage by weight), they are returned to 101 olefin conversion reactors, and unconverted raw materials are returned to 104 main reactors. The reaction temperature in the main reactor is 400°C, the pressure is 0.1MPa, and the weight space velocity of the feed (including circulating raw materials) is 10hr -1 ;The reaction temperature in the olefin conversion reactor is 600°C, the pressure is 0.1MPa,...
Embodiment 2
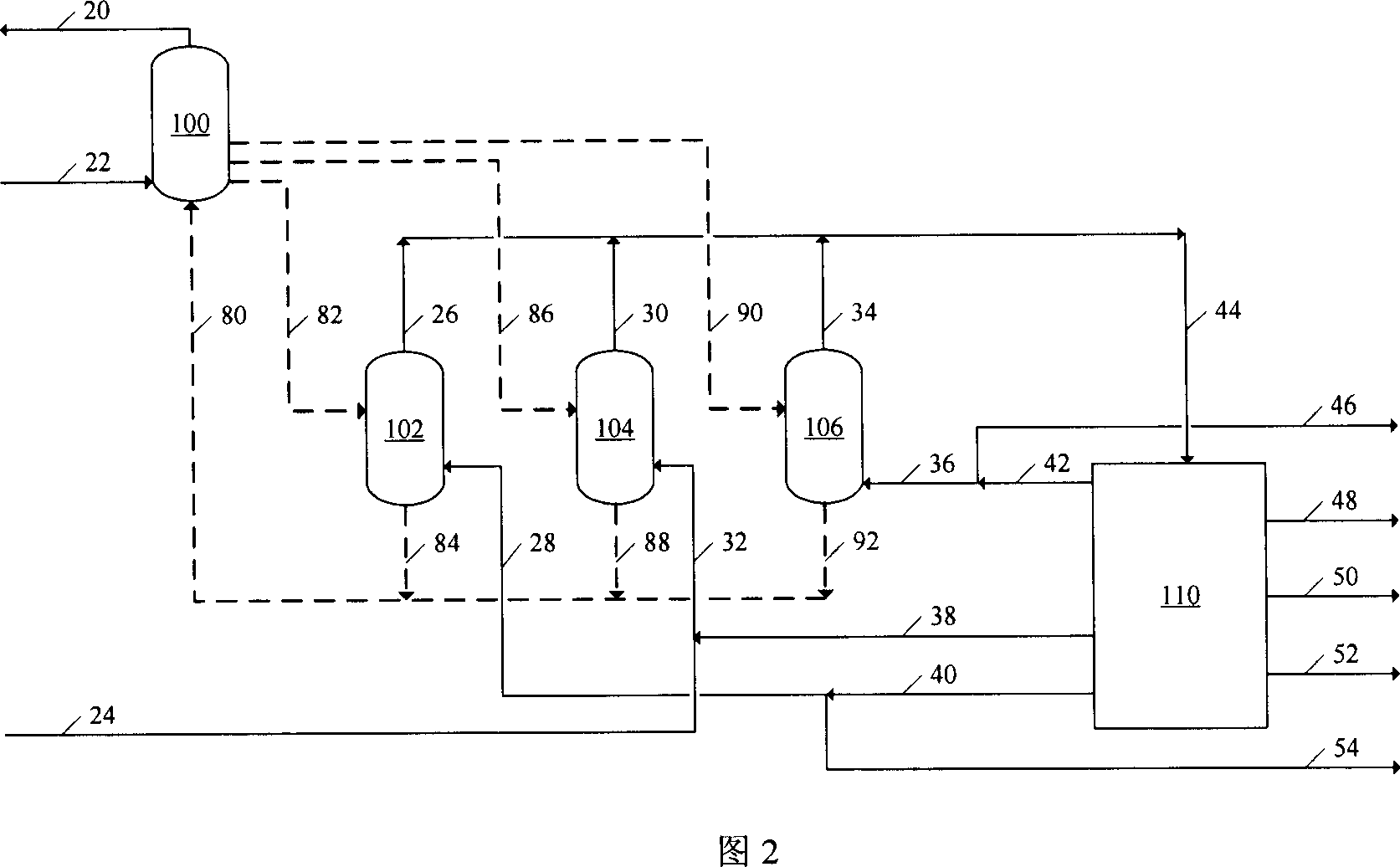
[0067] The mixture of methanol and ethanol is used as a raw material, SAPO-34 / silica gel particles are used as a catalyst, and the content of the active component SAPO-34 in the catalyst is 80%. The process flow shown in Figure 2 is adopted. The reaction system includes three reactors: 102 for C 2 Olefin Conversion Reactor for C 2- Conversion; 104 is the main reactor for dimethyl ether cracking; 106 is C 4+ Olefin Conversion Reactor for C 4+ transform. The products of the three reactors merge into the gas separation system and are separated into C 2- , Propylene, Propane, C 4+ , dimethyl ether and water, where C 2- with C 4+ After releasing 2%, they are returned to 102 and 106 olefin conversion reactors respectively, and unconverted raw materials are returned to 104 main reactor. The reaction temperature in the main reactor 104 is 350°C, the pressure is 1MPa, and the weight space velocity of the feed (including circulating raw materials) is 0.5hr -1 ;C 2 The reaction...
Embodiment 3
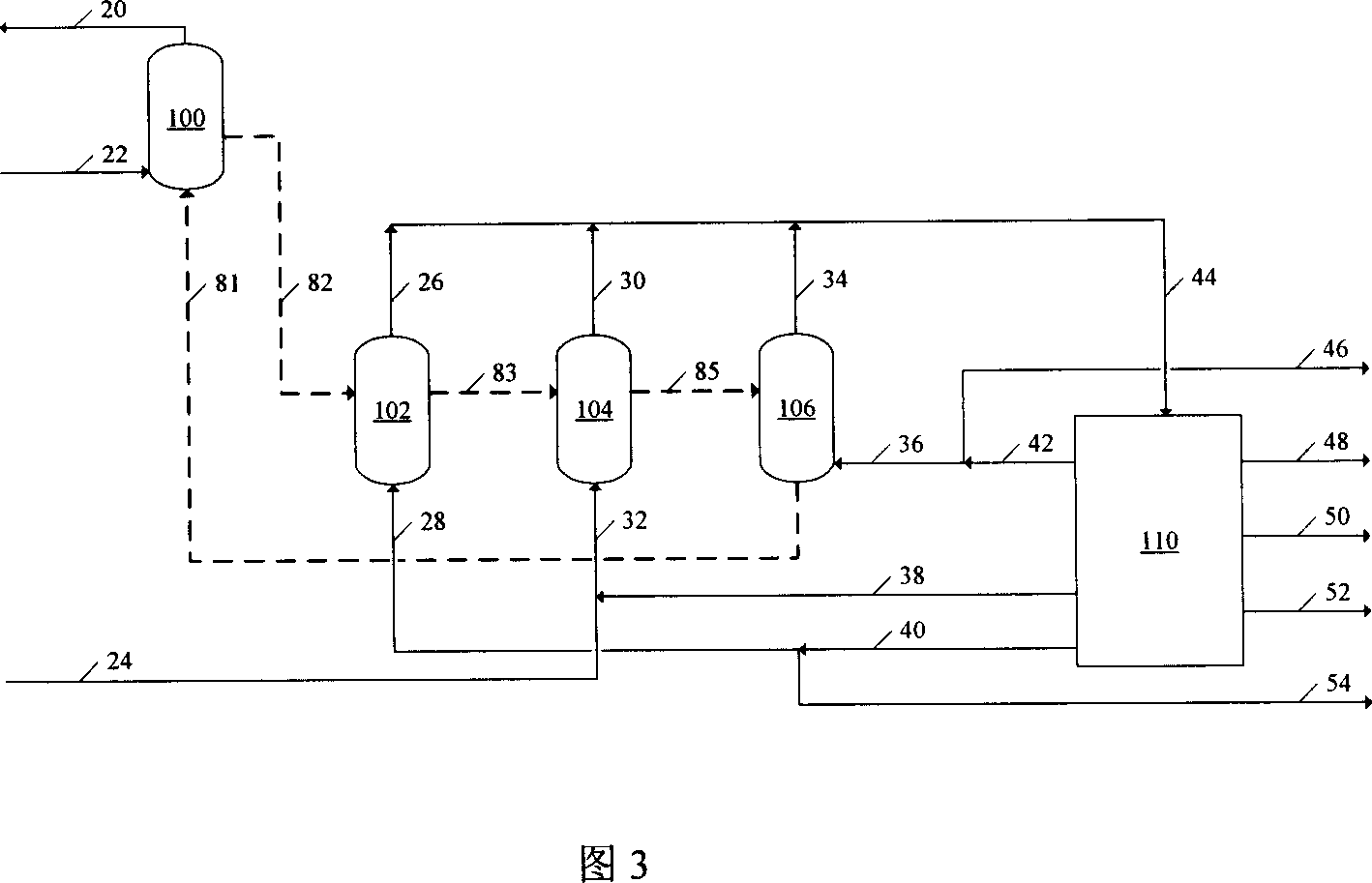
[0069] Dimethyl ether is used as a raw material, ZSM-5 / silica gel particles are used as a catalyst, and the content of the active component ZSM-5 in the catalyst is 10%. The process flow shown in Figure 3 is adopted. The reaction system includes three reactors: 102 for C 2 Olefin Conversion Reactor for C 2- Conversion; 104 is the main reactor for dimethyl ether cracking; 106 is C 4+ Olefin Conversion Reactor for C 4+ transform. The products of the three reactors merge into the gas separation system and are separated into C 2- , Propylene, Propane, C 4+ , dimethyl ether and water, where C 2- with C 4+ After releasing 2%, they return to 102 and 106 olefin conversion reactors respectively, and the unconverted dimethyl ether returns to 104 main reactor. The reaction temperature in the main reactor 104 is 400 ° C, the pressure is 1 MPa, and the weight space velocity of the feed (including circulating dimethyl ether) is 10 hr -1 ;C 2 The reaction temperature in the olefin ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com