Polypropylene resin hollow molded foam article and a process for the production thereof
a polypropylene resin and hollow molded foam technology, applied in the field of hollow, can solve the problems of large changes in the viscosity and melt tension of molten resin, the inability to obtain good cylindrical foam, and the inability to achieve good cylindrical foam, etc., to achieve good rigidity, low density, and adequate wall thickness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
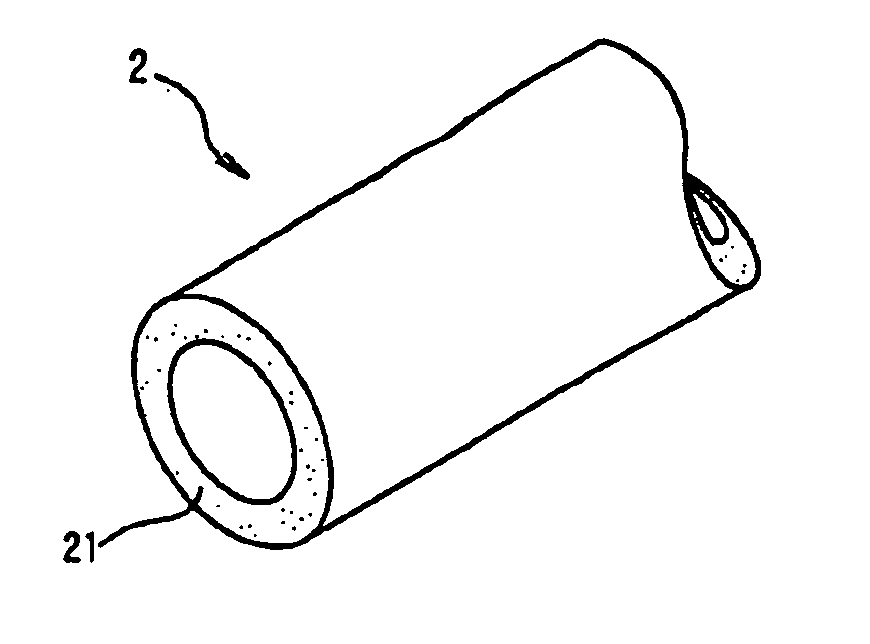
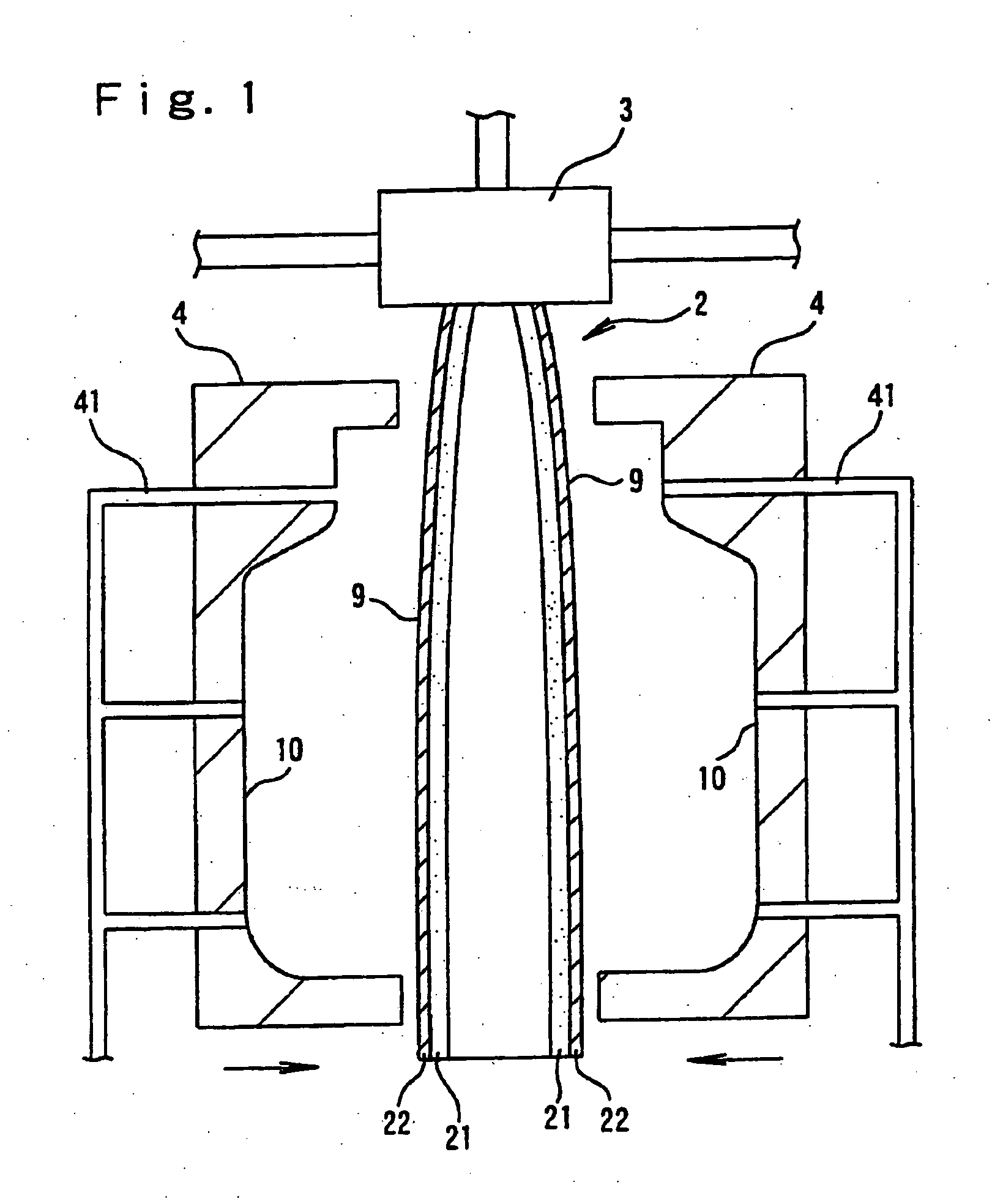
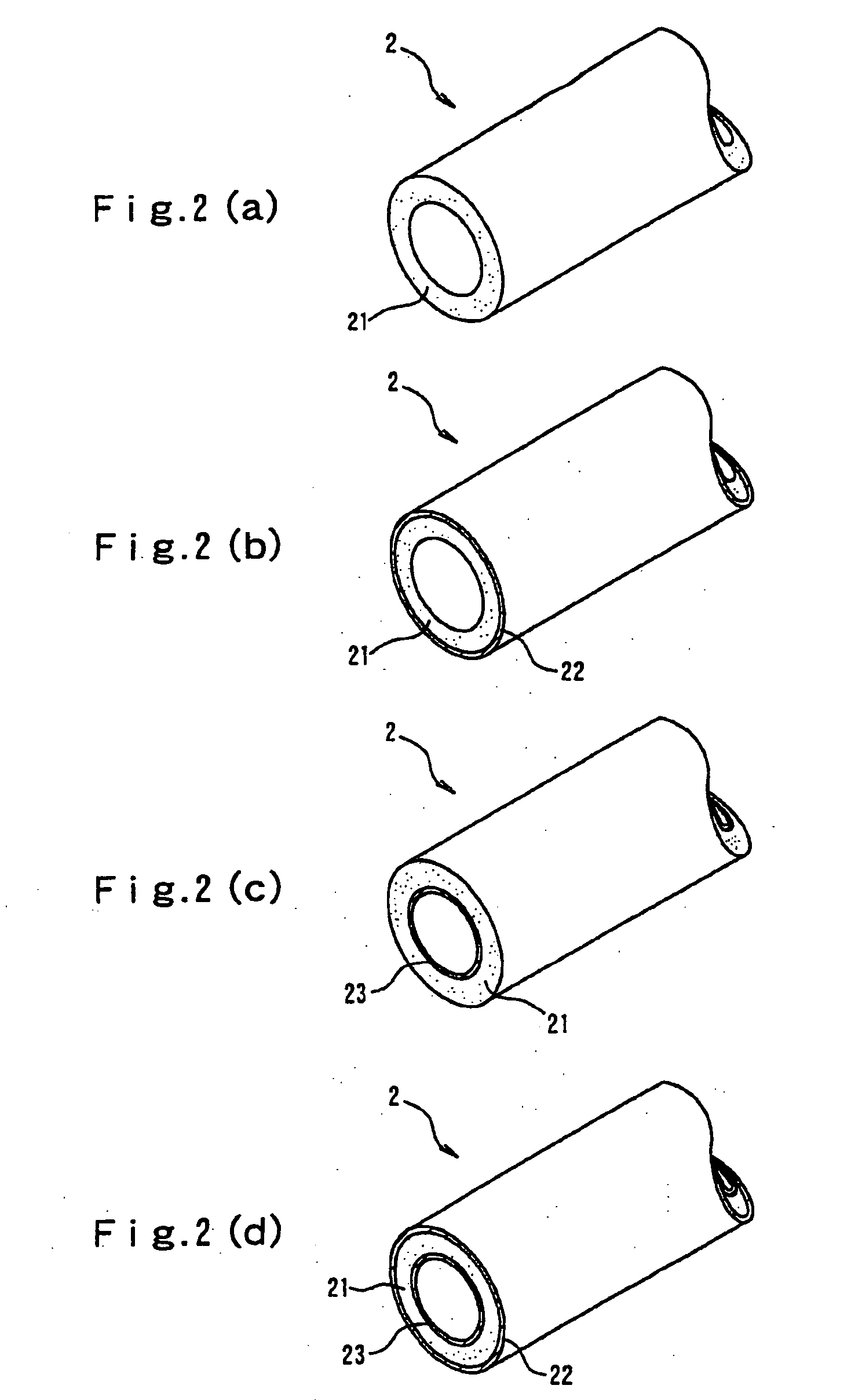
Method used
Image

Examples
example 1
[0115] Foamable molten resin was obtained by mixing 3.1 weight parts of foam adjustment agent “master batch” (base resin: 85 wt % of low-density polyethylene, 5 wt % of sodium stearate and 10 wt % of talc) with 100 weight parts of base resin obtained by mixing 65 wt % of polypropylene resin (a) PF814 (MT: 200 mN, MFR: 3 g / 10 minutes) manufactured by Sun Allomer Company Ltd and 35 wt % of polypropylene resin (b) J-700 GP (MT: 4 mN, MFR: 9 g / 10 minutes) manufactured by Idemitsu Petrochemical Co., Ltd, supplying to an extruder of internal diameter 65 mm and heating, melting and kneading, then introducing under pressure and kneading 0.34 mol of isobutane with respect to 1 kg of base resin (100 mol % of isobutane with respect to 100 mol % of foaming agent) as foaming agent from a point midway in the extruder.
[0116] Next, the temperature (hereinbelow simply referred to as the “melt temperature”) of the foamable molten resin was adjusted to 167° C. and the resin was introduced into accumu...
example 2
[0118] In Example 1, foamable molten resin was obtained by mixing 3.1 weight parts of foam adjustment agent “master batch” as in Example 1 with 100 weight parts of base resin obtained by mixing 30 wt % of polypropylene resin (a) PF814 and 70 wt % of polypropylene resin (b) J-700 GP, and introducing under pressure and kneading 0.34 mol of isobutane with respect to 1 kg of base resin (100 mol % of isobutane with respect to 100 mol % of foaming agent) as in Example 1 as foaming agent from a point midway in the extruder.
[0119] Next, a duct-shaped molded foam article was formed by arranging the cylindrical foam within a mold in the same way as in Example 1 and conducting molding with a melt temperature and extrusion rate in accordance with the conditions indicated in Table 1. Excellent appearance was obtained with no wrinkles caused by furrow-shaped corrugations generated in the cylindrical foam appearing in the surface of the foam obtained.
example 3
[0120] In Example 1, foamable molten resin was obtained by mixing 3.1 weight parts of foam adjustment agent “master batch” as in Example 1 with 100 weight parts of base resin obtained by mixing 65 wt % of polypropylene resin (a) PF814 and 35 wt % of polypropylene resin (b) J-700 GP, and introducing under pressure and kneading 0.34 mol of liquefied carbon dioxide with respect to 1 kg of base resin (100 mol % of carbon dioxide with respect to 100 mol % of foaming agent) as in Example 1 as foaming agent from a point midway in the extruder.
[0121] Next, a duct-shaped molded foam article was formed by arranging the cylindrical foam within a mold in the same way as in Example 1 and conducting molding with a melt temperature and extrusion rate in accordance with the conditions indicated in Table 1. Excellent appearance was obtained with no wrinkles caused by furrow-shaped corrugations generated in the cylindrical foam appearing in the surface of the foam obtained.
[0122] By employing a phy...
PUM
| Property | Measurement | Unit |
|---|---|---|
| apparent density | aaaaa | aaaaa |
| melt tension | aaaaa | aaaaa |
| melt tension | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com