

Metal injection moulding for the production of medical implants
a technology of metal injection moulding and medical implants, which is applied in the field of medical implants manufacturing, can solve the problems of inherently expensive sand moulding and lost wax methods, many rough features that require a lot of extensive secondary steps to correct, and shrinkage and deformation of products
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example
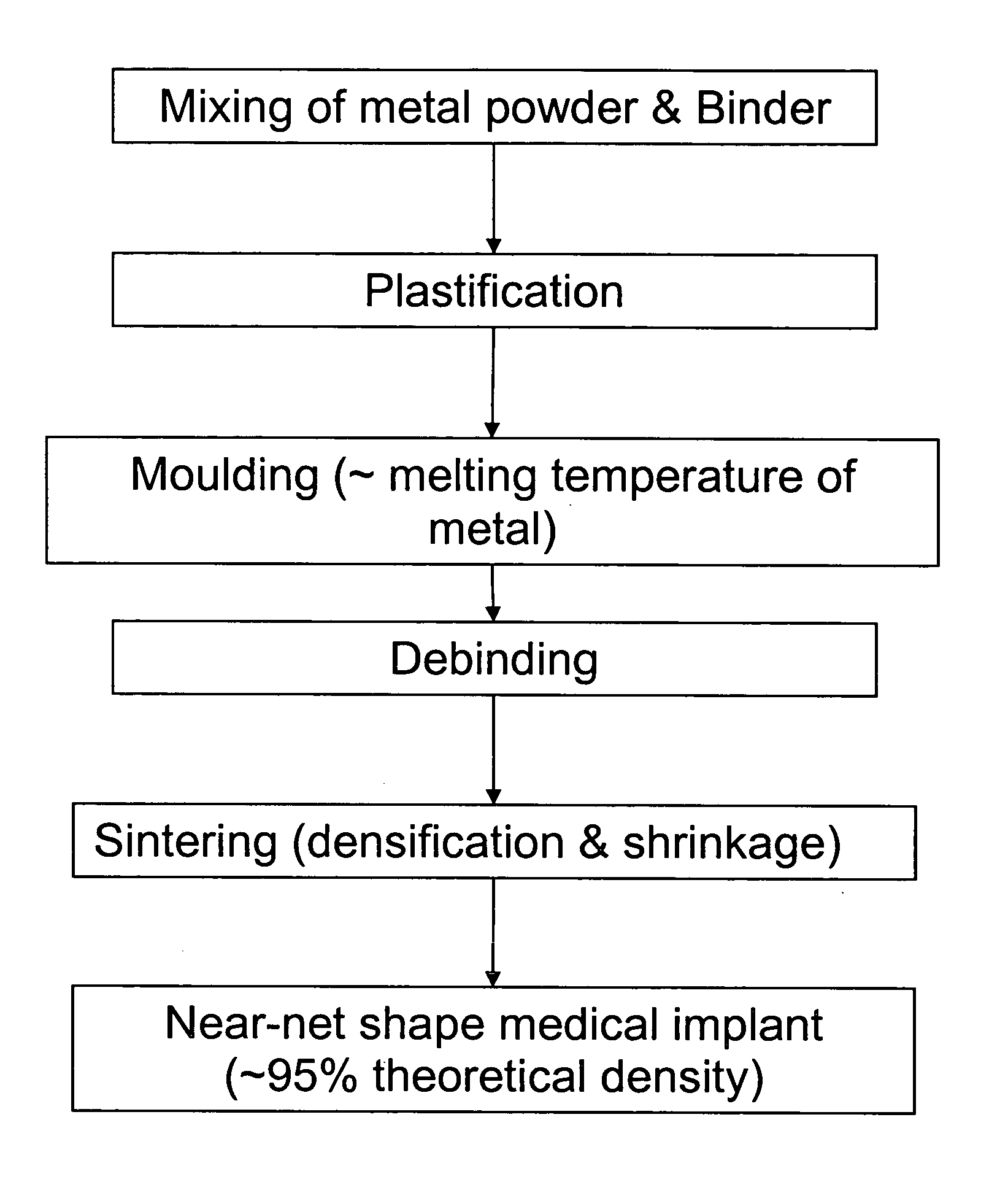
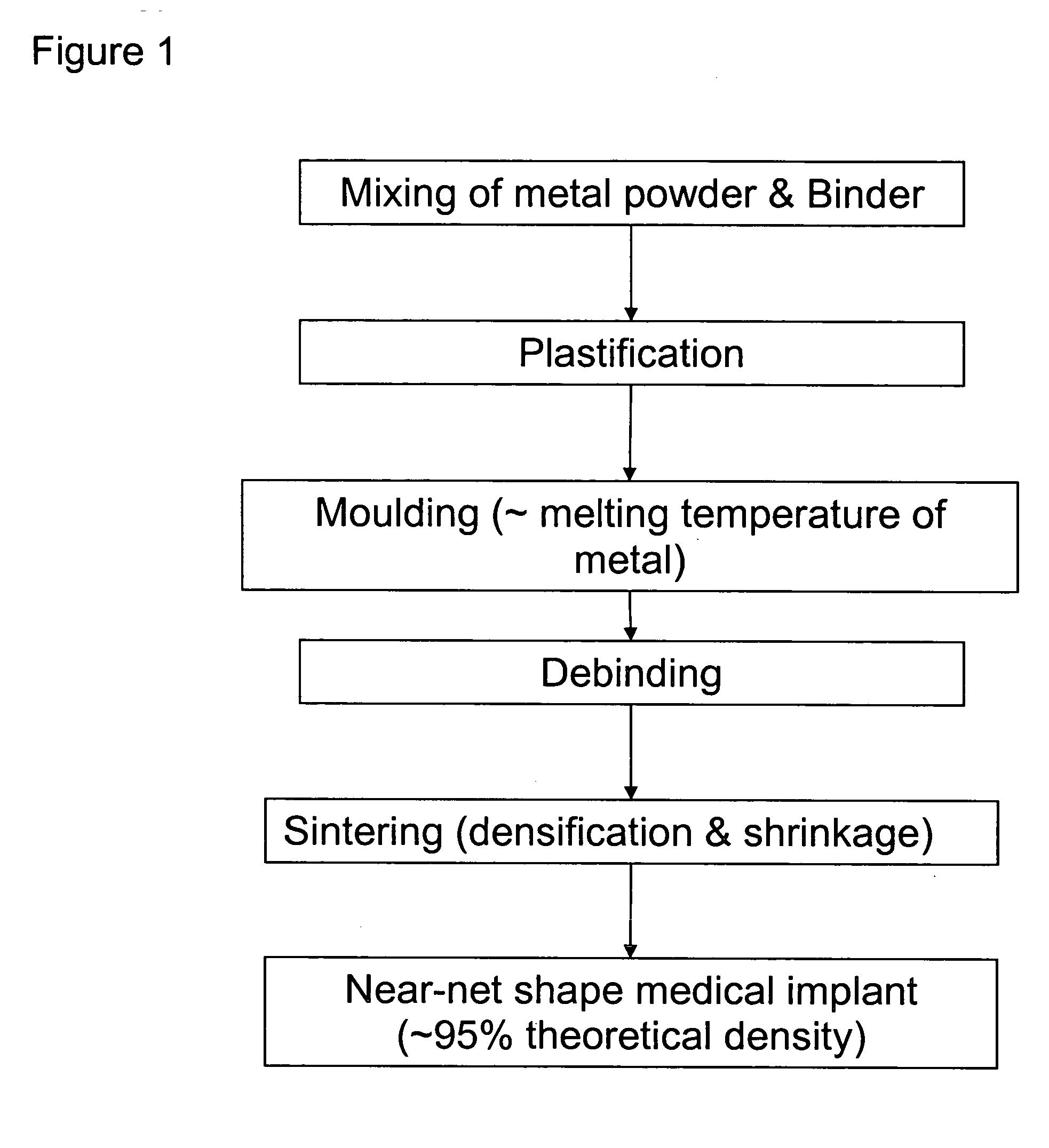
[0050] In one embodiment of the invention, titanium powders may be used to form the medical implants. As the organic binder, PBMA (polybutylmethacryrate), EVA (ethylene vinyl acetic acid copolymer), wax, and DBP (dibutylphtarate) may be used. In such an embodiment, the organic binder is mixed and kneaded with the titanium powder using a pressure kneader for 30 minutes at 130° C. to produce an injection moulding compound. Injection moulding is performed on the compound with an injection moulding machine to form a medical implant, having a near-net shape. The conditions for moulding are as follows: moulding temperatures—150° C.; moulding pressure—1,000 kgf / cm2; and metal mould temperatures—20° C.
[0051] The moulded bodies are then sent to a decompression heating furnace where the binder is removed. In order to remove the binder from the moulded bodies, the pressure is set at 0.1 torr with a maximum heating temperature of 400° C., the maintenance time being one hour.
[0052] Next, sinte...
PUM
| Property | Measurement | Unit |
|---|---|---|
| wall thickness | aaaaa | aaaaa |
| weight | aaaaa | aaaaa |
| linear shrinkage | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More