

Single loop multistage fuel production
a fuel production and single-loop technology, applied in the direction of gaseous fuels, metal/metal-oxide/metal-hydroxide catalysts, chemical production, etc., can solve the problems of unsatisfactory cold temperature performance of gasoline and consequently be reduced, and achieve high reactor utilization efficiency and enhance the conversion of synthesis gas
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example 1
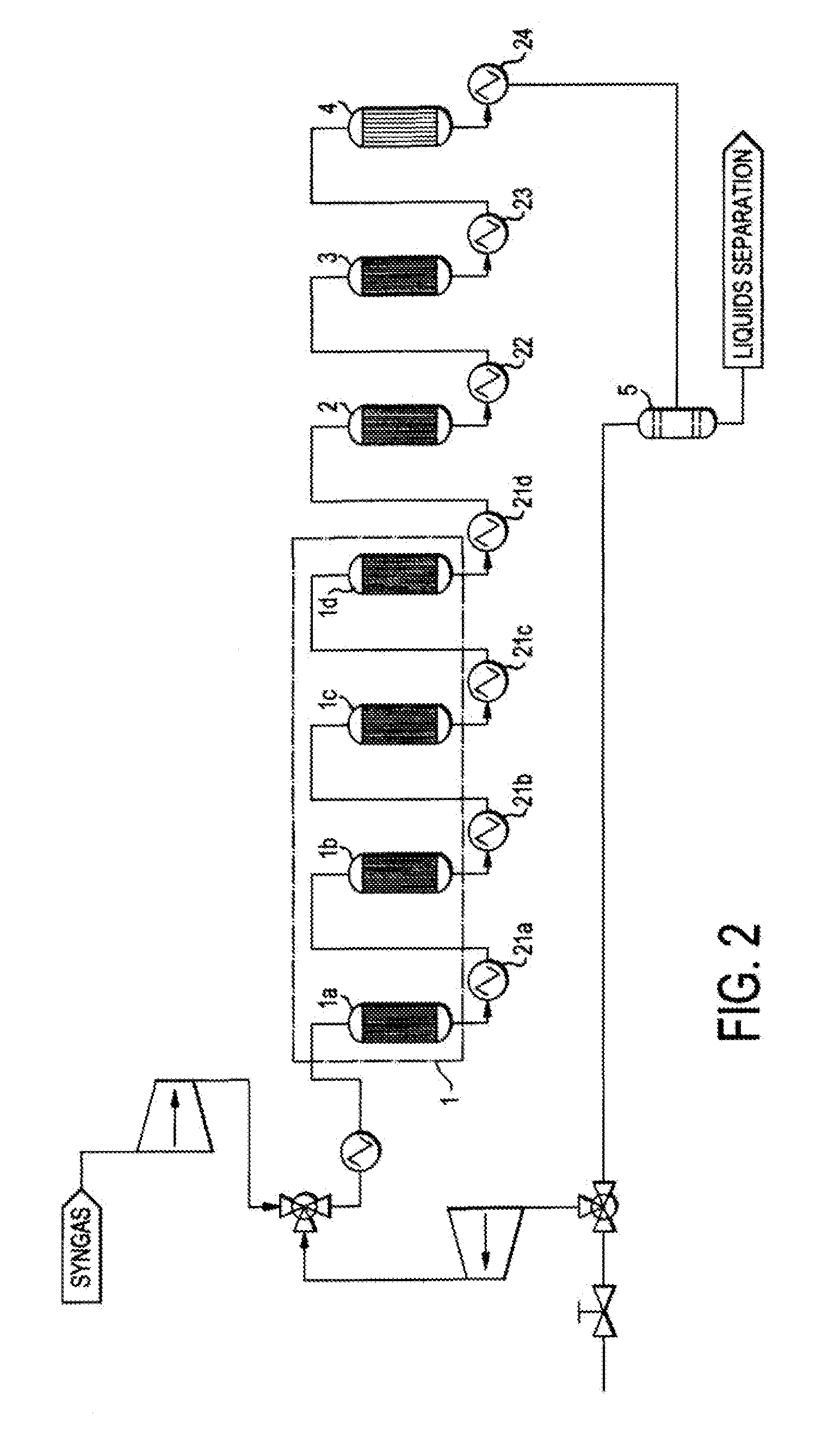
[0039]In this example, R-1, R-2 and R-3 were used in-line with R-4 off-line to provide a base case for comparison to the beneficial effect of R-4 hydrotreating. R-1 contained 400 g of copper / zinc oxide / alumina (Katalco 51-9) catalyst, R-2 contained 200 g of gamma-alumina (SAS 250) and R-3 contained 200 g of the zeolite ZSM-5. The synthesis gas was composed of the following flows: 6130 scm3 H2. 2200 scm3 CO, and 500 scm3 Ar. Temperatures were as follows:[0040]R-1, 280° C.; R-2, 385° C.; and R-3, 410° C. The pressure was 50 atmospheres at the outlet with minor pressure drop through the reactors. Liquid was collected in the separator at the rate of 6-7 g / h hydrocarbon together with by-product water. The hydrocarbon was analyzed by IR and GC-MS. The IR was used to confirm the identity of the components in the sample. The GC-MS results are shown in FIG. 4.
example 2
[0041]In this example, R-1, R-2, R-3 line up, flows, temperatures and pressure were the same as in Example 1 and R-4 was added containing 50 g of catalyst-A (Criterion KL6515, a 60% Ni on alumina catalyst) held at 130° C. Liquid was collected in the separator at the rate of 7.04 g / h hydrocarbon and by-product water. The hydrocarbon was analyzed by IR and GC-MS. The GC-MS results in FIG. 5(a) show that the durene content was significantly reduced compared to Example 1, which did not utilize R-4.
example 3
[0042]In this example the reactor line-up and pressure were the same as in Example 2, however, the catalyst in R-4 was 50 g of catalyst-B (Alfa Aesar 45579, a cobalt molybdate on alumina) held at 140° C. Liquid was collected in the separator at the rate of 7.24 g / h hydrocarbon and by-product water. The hydrocarbon was analyzed by IR and GC-MS. The GC-MS results in FIG. 5(b) show that the durene content was significantly reduced compared to Example 1, which did not utilize R-4.
PUM
| Property | Measurement | Unit |
|---|---|---|
| freezing point | aaaaa | aaaaa |
| freezing point | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More