

Method for manufacturing highly wear-resisting grader blade
A manufacturing method and motor grader technology, applied in the direction of manufacturing tools, other manufacturing equipment/tools, solid-state diffusion coating, etc., can solve the problems of wasting materials, increasing production costs, and poor results, and achieve reasonable material selection, increased strength and Wear resistance, the effect of solving the shortcomings of non-wear resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
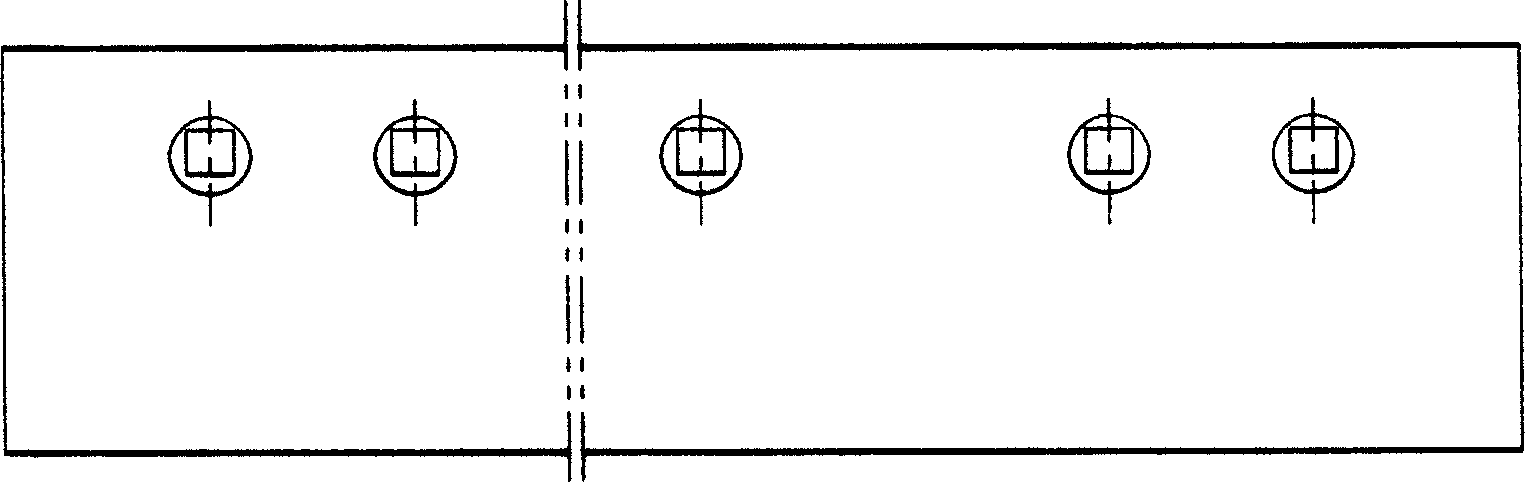
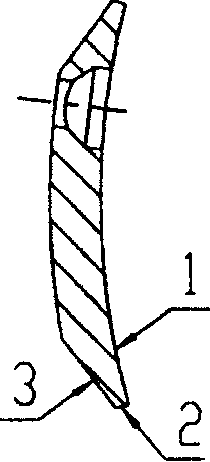
[0016] Example 1: A preparation process for a grader blade, using 16Mn alloy steel as the metal matrix material of the grader blade, the strength, wear resistance and corrosion resistance of this material are all better than ordinary carbon steel. First cast 16Mn alloy steel into a grader blade, and then heat the grader blade at 200°C for 1.5h for complete annealing. For grader blades working faces 1, 2, 3 (eg figure 1 , 2 As shown) after grinding and cleaning, perform ion implantation tungsten carbide treatment, the specific steps are: 1), ion implantation tungsten: the vacuum degree of the treatment furnace is 10-15Pa, and the pulse current beam density is 1.0-1.5mA / cm 2 , the pulse frequency is 25HZ, the accelerating voltage is between 20KV, and the implantation energy of tungsten ions is 136KeV, the concentration of implanted tungsten ions is 24-36%, and the time of infiltrating tungsten ions is 24h. After processing, the blades are taken out after cooling with the furna...
Embodiment 2
[0017] Embodiment 2: Firstly, 16Mn alloy steel is machined into a grader blade, and then the grader blade is kept at 200° C. for 3 hours for complete annealing. For grader blades working faces 1, 2, 3 (eg figure 2 As shown) after grinding and cleaning, perform ion implantation tungsten carbide treatment, the specific steps are 1) ion implantation tungsten: the vacuum degree of the treatment furnace is 0.01-1Pa, and the pulse current beam density is 3-3.6mA / cm 2 , the pulse frequency is 50HZ, the accelerating voltage is 30KV, the implantation energy of tungsten ions is 150KeV, the concentration of implanted tungsten ions is 45-50%, and the time of infiltrating tungsten ions is 12h. After processing, the blades are taken out after cooling with the furnace in the furnace. 2) Carburizing and quenching treatment: Put the blade that has completed step 1) into an ordinary carburizing furnace, heat it slowly to 920°C, keep it warm for 2 hours, then quickly take it out with the furna...
Embodiment 3
[0018] Embodiment 3: Firstly, 16Mn alloy steel is machined into a grader blade, and then the grader blade is kept at 200° C. for 2 hours for complete annealing. For grader blades working faces 1, 2, 3 (eg figure 2 As shown) after grinding and cleaning, perform ion implantation tungsten carbide treatment, the specific steps are 1) ion implantation tungsten: the vacuum degree of the treatment furnace is 15-30Pa, and the pulse current beam density is 0.6-1.1mA / cm 2 , the pulse frequency is 80-90HZ, the accelerating voltage is 40KV, the implantation energy of tungsten ions is 100KeV, the concentration of implanted tungsten ions is 15-21%, and the time of infiltrating tungsten ions is 12h. After processing, the blades are taken out after cooling with the furnace in the furnace. 2) Carburizing and quenching treatment: Put the blade that has completed step 1) into an ordinary carburizing furnace, slowly heat it to 900°C, keep it warm for 2 hours, then quickly take it out with the f...
PUM
| Property | Measurement | Unit |
|---|---|---|
| depth | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More