

High energy beam current welding press welding process and special clamp
A high-energy beam and fixture technology, applied in manufacturing tools, welding equipment, welding equipment, etc., can solve the problems of insufficient concentration of TIG arc heat source, loss of strength at welded joints, harmful new phase changes, etc. problems, reduced heat input, effect of reduced connection time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
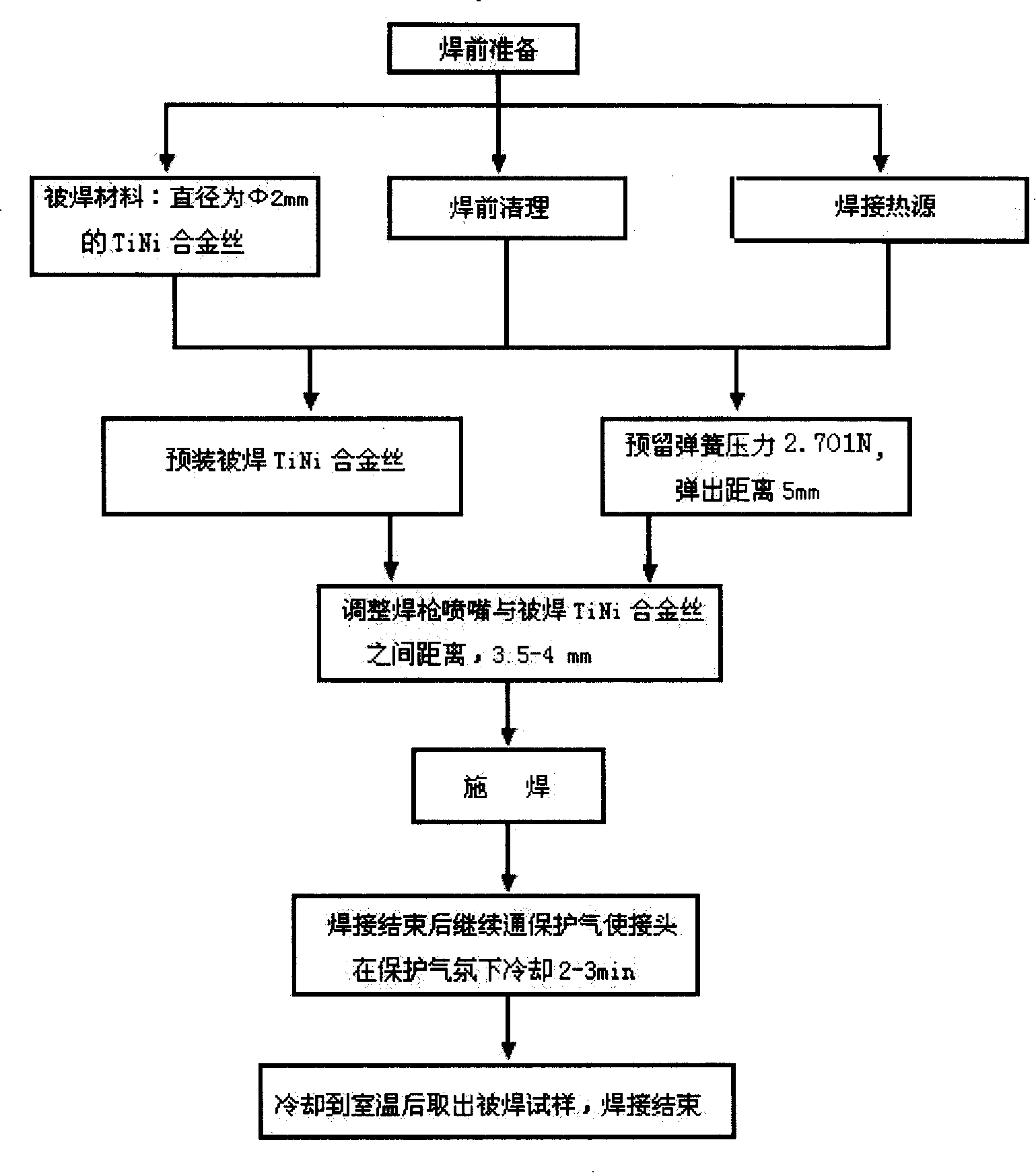
[0020] The present invention will be further described in detail below in conjunction with the accompanying drawings, taking common 2mm TiNi shape memory alloy wire rod welding as an example.
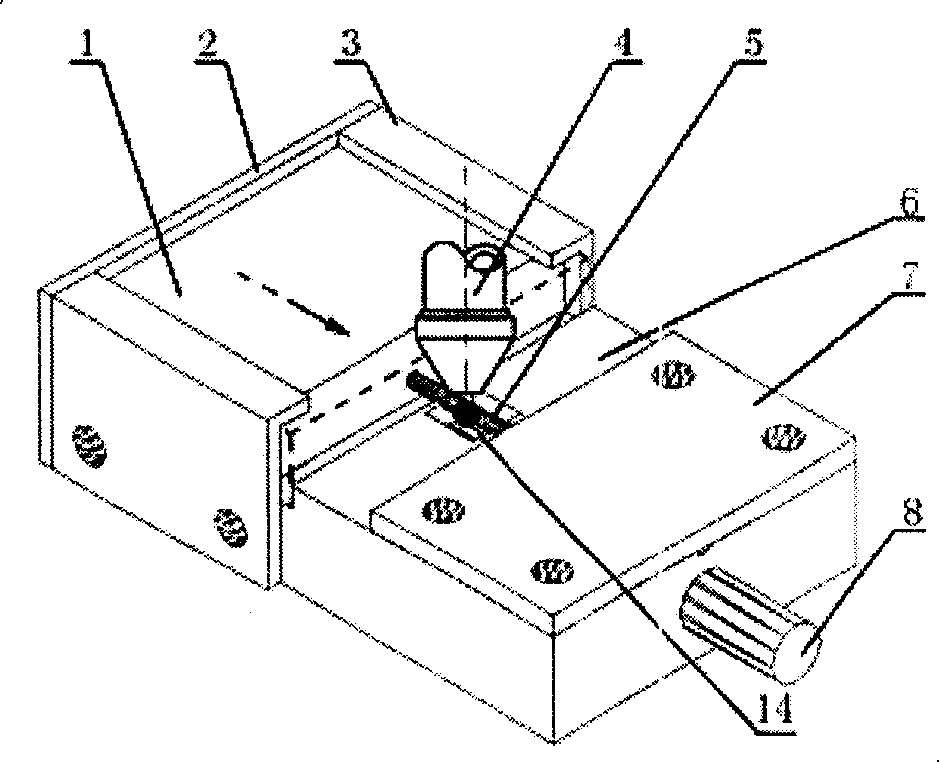
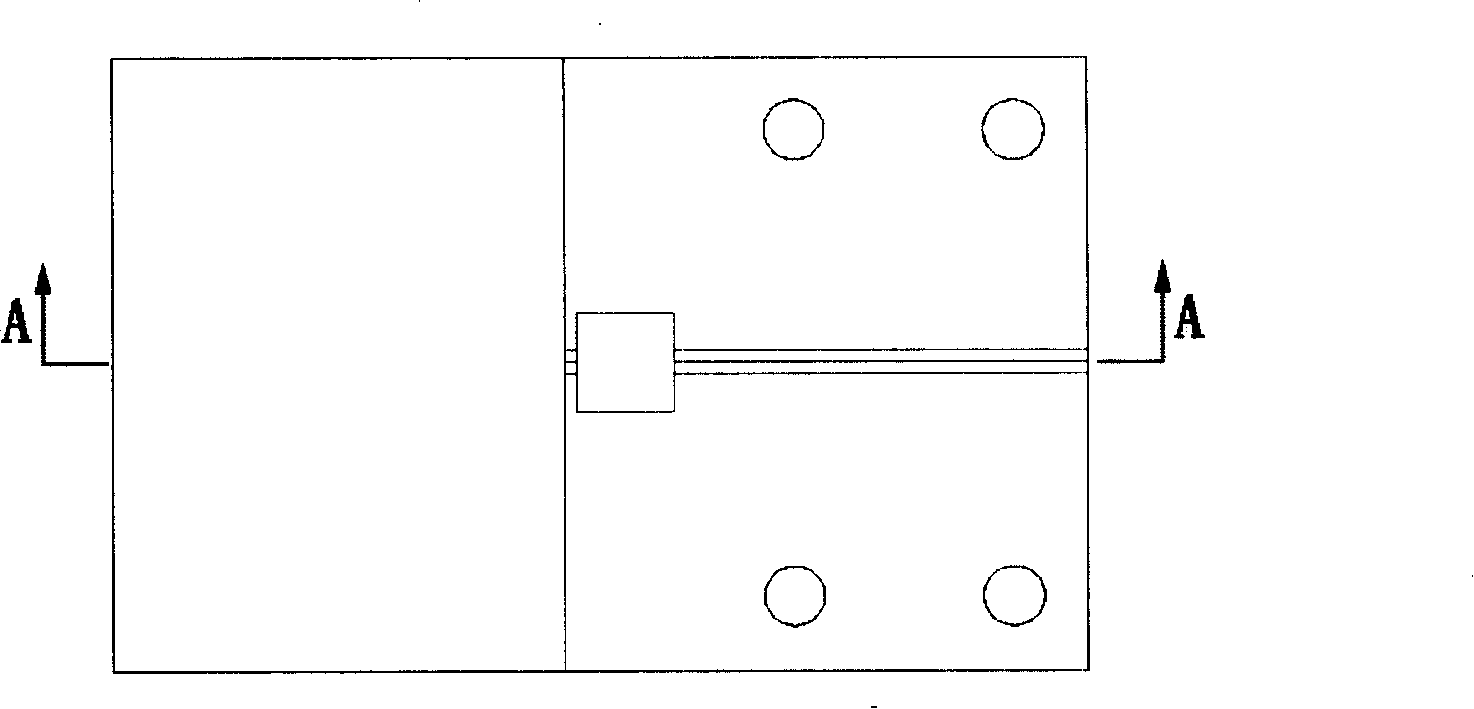
[0021] Referring to the accompanying drawings, the said high-energy beam fusion pressure welding process of the present invention selects the WC-100B "Flying Matter" inverter plasma welding system with high-energy beam produced in the United States as the welding heat source 4, and its ion gas flow rate is 0.6-0.7L·min -1 , the electrode of the heat source 4 uses a 1.5mm tungsten rod, the protective gas in the plasma heat source 4 is argon, and the gas flow rate is 13L min -1 , it is vertically fixed on the top of the welded alloy wire 5 joints by the support, the vertical distance between the electrode of the plasma heat source 4 and the welded alloy wire 5 joints is 3mm; welding current 13A, the said special tooling fixture of the present invention has two The stepped rectangular bas...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More