

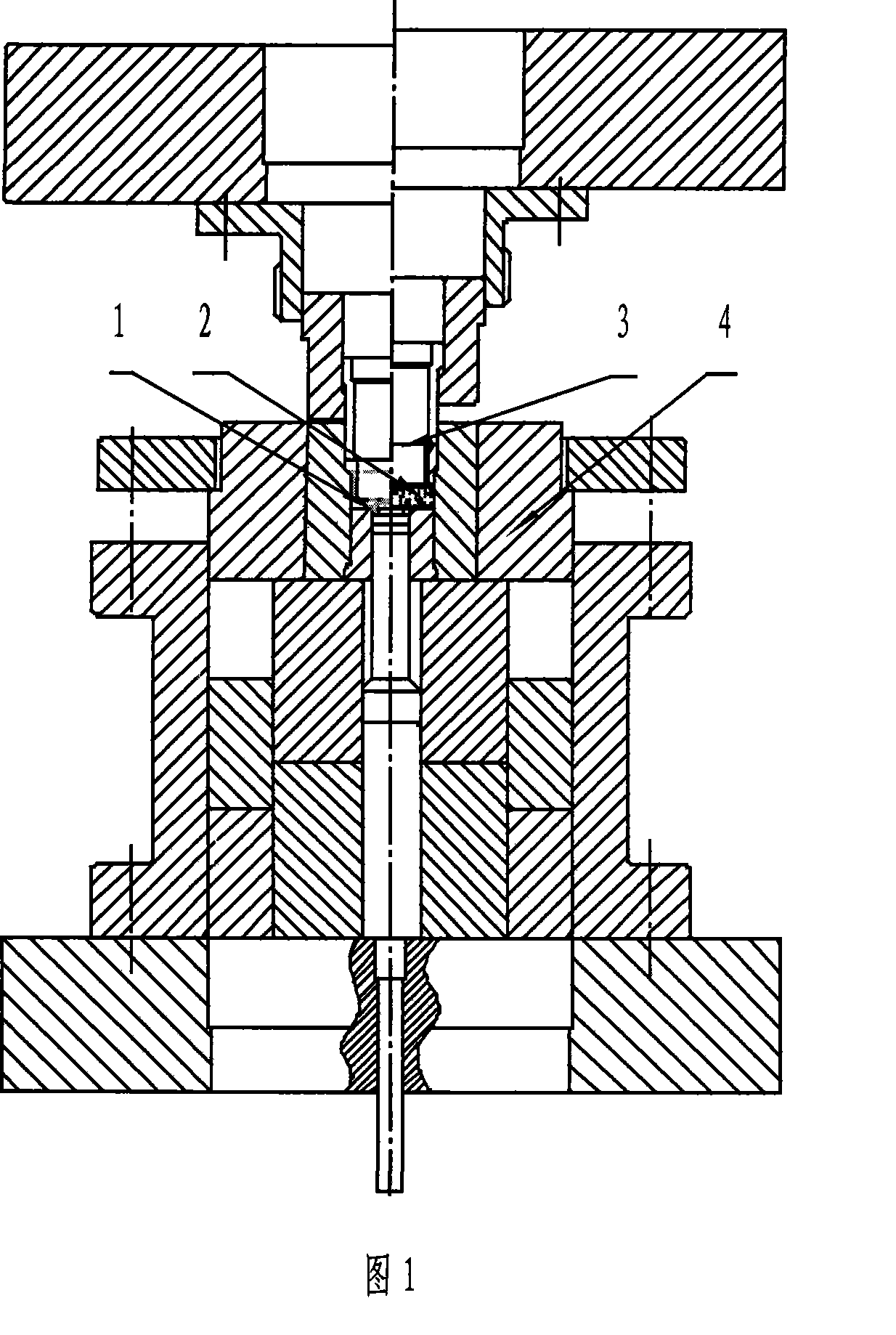
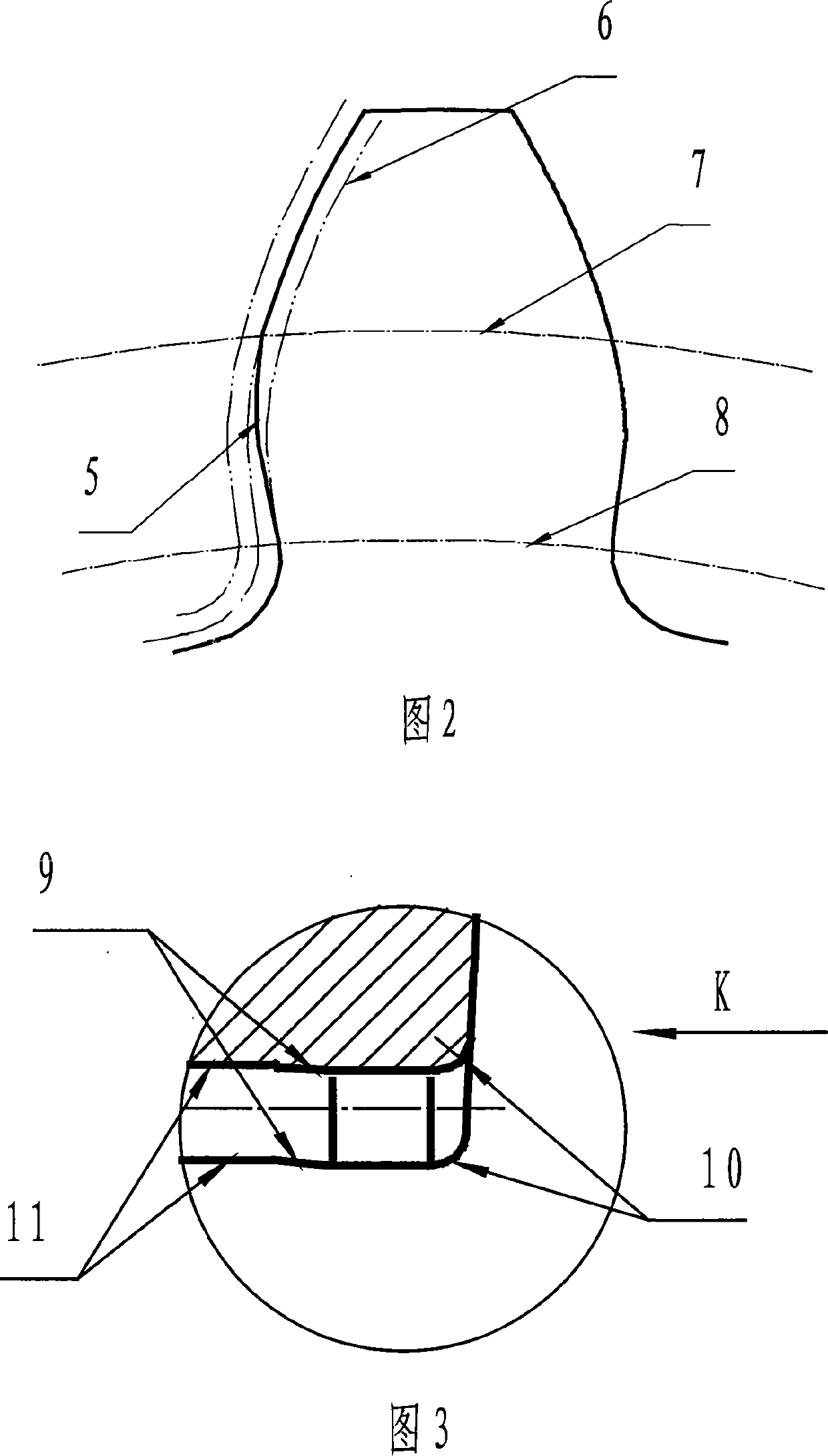
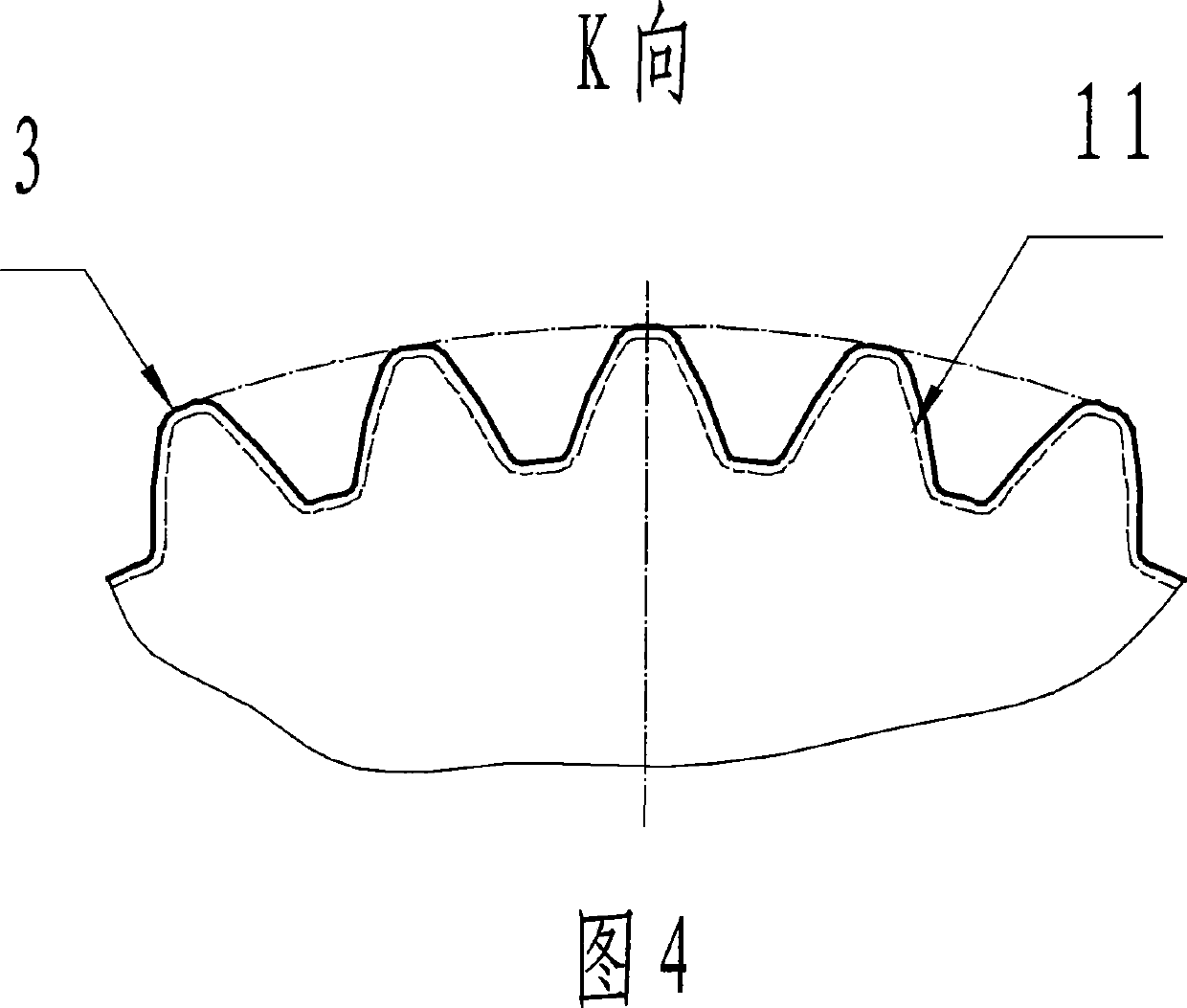
Blind hole internal gear precision forming method and internal tooth forming mold
A technology for forming molds and internal gears, applied in the fields of metal stamping and metal machining, can solve the problems of poor consistency of gear accuracy, increased product structure, low production efficiency, etc., achieve good accuracy consistency, reduce product structure, improve The effect of production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0016] Take the JY60 internal gear made of 20 chromium manganese titanium material as an example.
[0017] The process steps of precision forming JY60 internal gear with 20 chromium manganese titanium material are as follows:
[0018] (1) Computer simulation analysis, drawing up a step-by-step forming scheme;
[0019] (2) Blank blanking;
[0020] ① Use 20 chromium manganese titanium round steel with a diameter of 65 mm, and the blanking weight is 476 grams;
[0021] ②The diameter of the blank (2) is turned to 64 mm;
[0022] (3) Surface softening and lubrication treatment;
[0023] ①Place the billet (2) in a heat treatment furnace, heat it to 770 degrees Celsius, keep it warm for 240 minutes for spheroidizing annealing, lower the furnace temperature to 550 degrees Celsius, and cool it in air, so that the hardness of the billet (2) is less than 85 trillion on the Rockwell B scale Pa;
[0024] ② Carry out shot blasting surface treatment to the blank (2);
[0025] ③ phospho...
PUM
| Property | Measurement | Unit |
|---|---|---|
| surface roughness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More