

Hydrolyzation separation apparatus for methyl acetate and technique
A methyl acetate and separation device technology, which is applied in the production of bulk chemicals, the preparation of organic compounds, and chemical recovery, can solve the problems of low hydrolysis rate of methyl acetate, high energy consumption and equipment investment, and low thermodynamic efficiency. Achieve the effect of saving separation equipment and cold exchange equipment, saving equipment investment and operating costs, and high thermodynamic efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
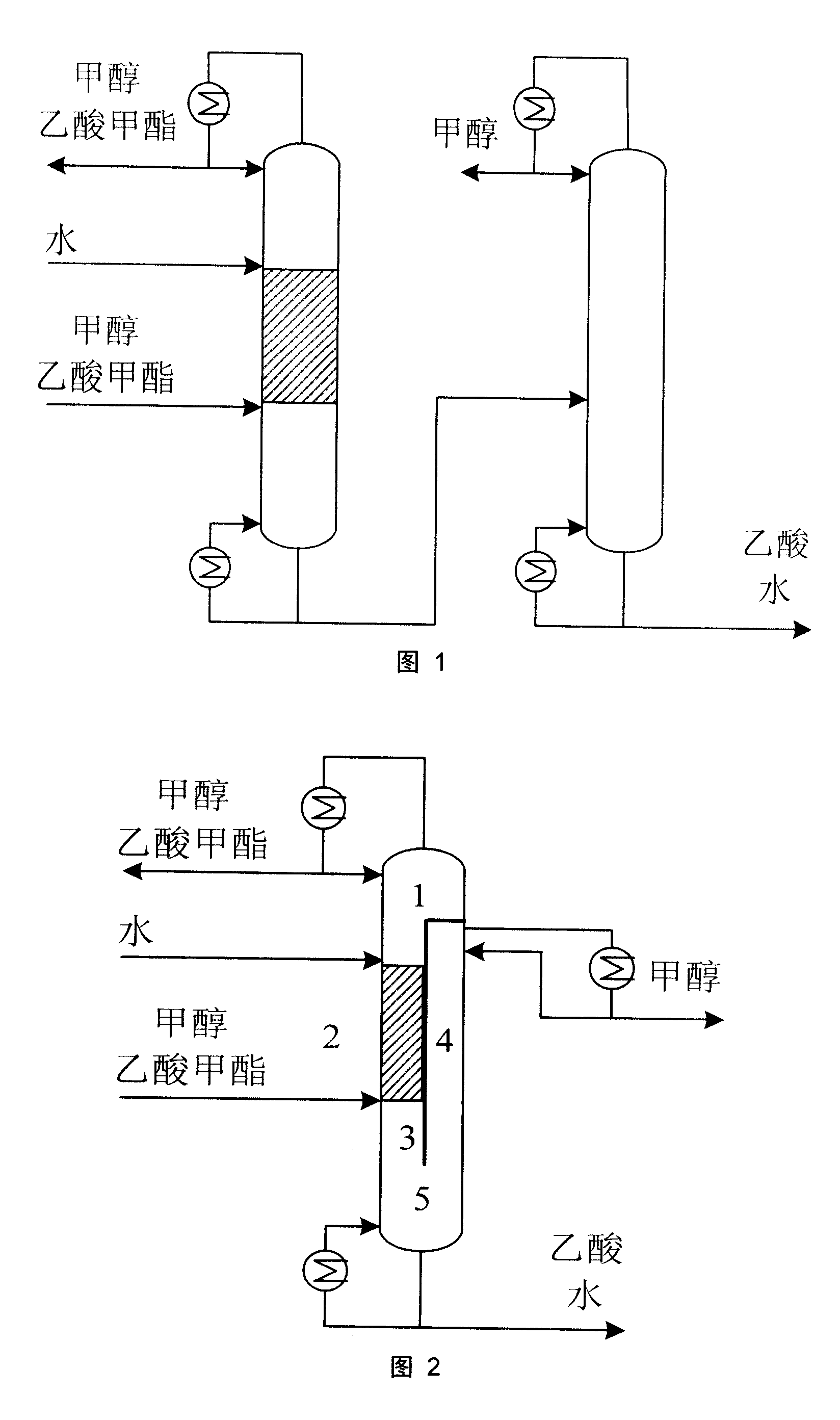
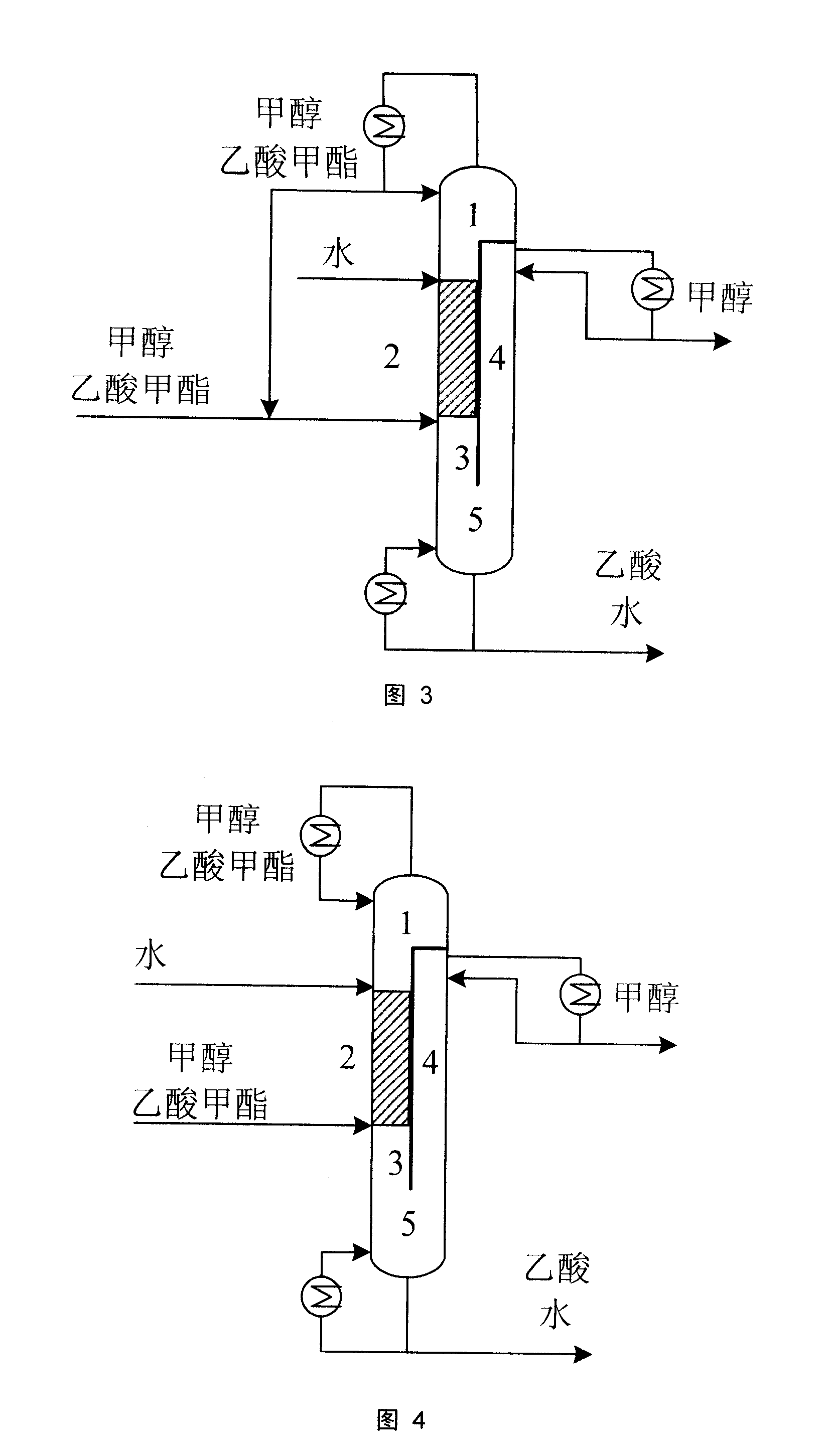
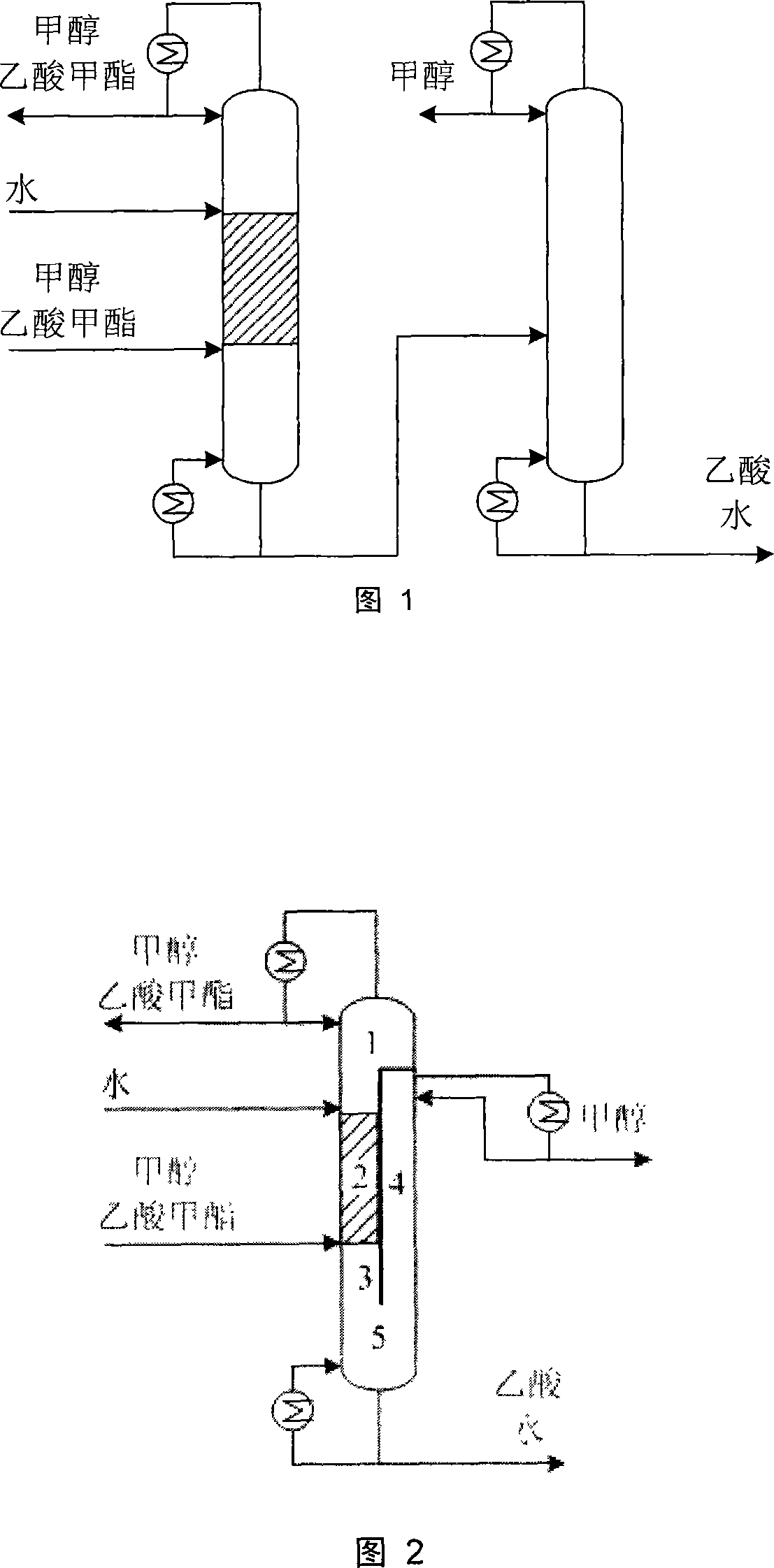
[0015] Embodiment 1: As shown in Figure 2, there is no tower top recycle stream flow. The feed flow rate and composition are shown in Table 1, and the molar ratio of water to ester is 3:1. The feeding position of methyl acetate (counting from top to bottom, the same below) is the 17th theoretical plate on the left, and the water feeding position is the 6th theoretical plate on the left. Both feeds are saturated liquid phase (the same below). The output at the top of the tower is 450kg / h, and its reflux ratio is 4.7. The output at the top of the methanol separation zone (4) is 310kg / h, and its reflux ratio is 1.1. 1. The temperature in the reaction zone (2) is about 60.4°C, and the temperature in the tower kettle is about 100.5°C. The one-way hydrolysis rate of the obtained methyl acetate was 50.8%. The number of theoretical plates in the common stripping area 5 includes the reboiler, the same below.
[0016] Table 1 The number of theoretical board...
Embodiment 2
[0018] Embodiment 2: As shown in Fig. 2, there is no tower top recycle stream flow. Feed, feed position and the number of theoretical plates in each area are the same as in Example 1, except that the water-ester mol ratio becomes 6: 1, the output at the top of the tower is 310kg / h, and its reflux ratio is 7.7. The methanol separation zone (4) The output at the top is 415kg / h, and its reflux ratio is 1.5. The flow rate and composition of each stream are shown in Table 2. The temperature of the reaction zone (2) is about 63° C., the temperature of the tower kettle is about 100.5° C., and the single-pass hydrolysis rate of the obtained methyl acetate is 74.9%.
[0019] Table 2 The mass fraction of each stream flow and each component of embodiment 2
[0020]
[0021] Lateral extraction
Embodiment 3
[0022] Embodiment 3: As shown in Figure 2, there is no tower top recycle stream flow. The feed is pure methyl acetate, its flow rate and composition are shown in Table 3, and the molar ratio of water to ester is 6:1. Feeding position and the number of theoretical plates in each area are the same as in Example 1. The output at the top of the tower is 230kg / h, and its reflux ratio is 8.0, and the output at the top of the methanol separation zone (4) is 225kg / h, and its reflux ratio is 1.4. The flow rate and composition of each stream are shown in Table 3. The temperature in the reaction zone (2) is about 62.8°C, and the temperature in the tower kettle is about 100.6°C. The one-way hydrolysis rate of the obtained methyl acetate was 74.9%.
[0023] Table 3 The mass fraction of each stream flow and each component of embodiment 3
[0024]
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More