

Induction and electrical arc composite heat source stud welding method
A composite heat source, induction heating power source technology, applied in arc welding equipment, welding equipment, manufacturing tools and other directions, can solve the problems of lack of fusion, production efficiency impact, efficiency impact, etc., to achieve convenient preheating, welding quality improvement, and efficiency improvement Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
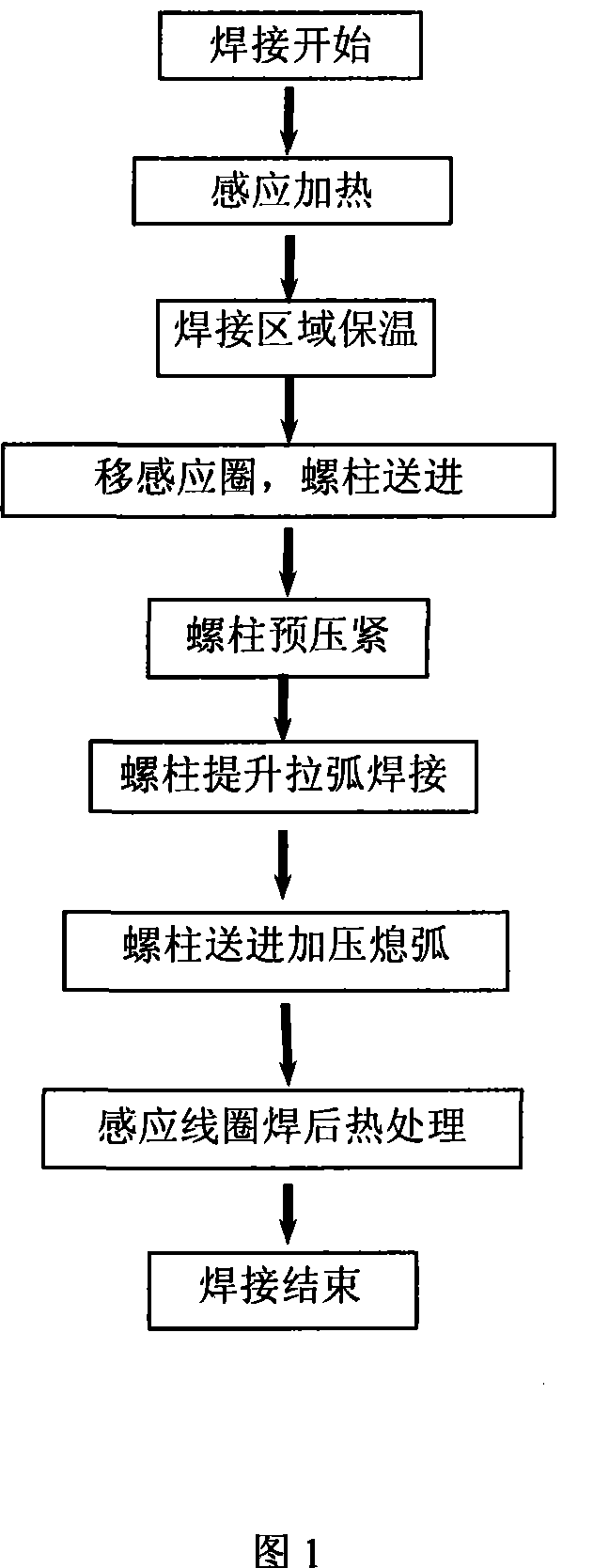
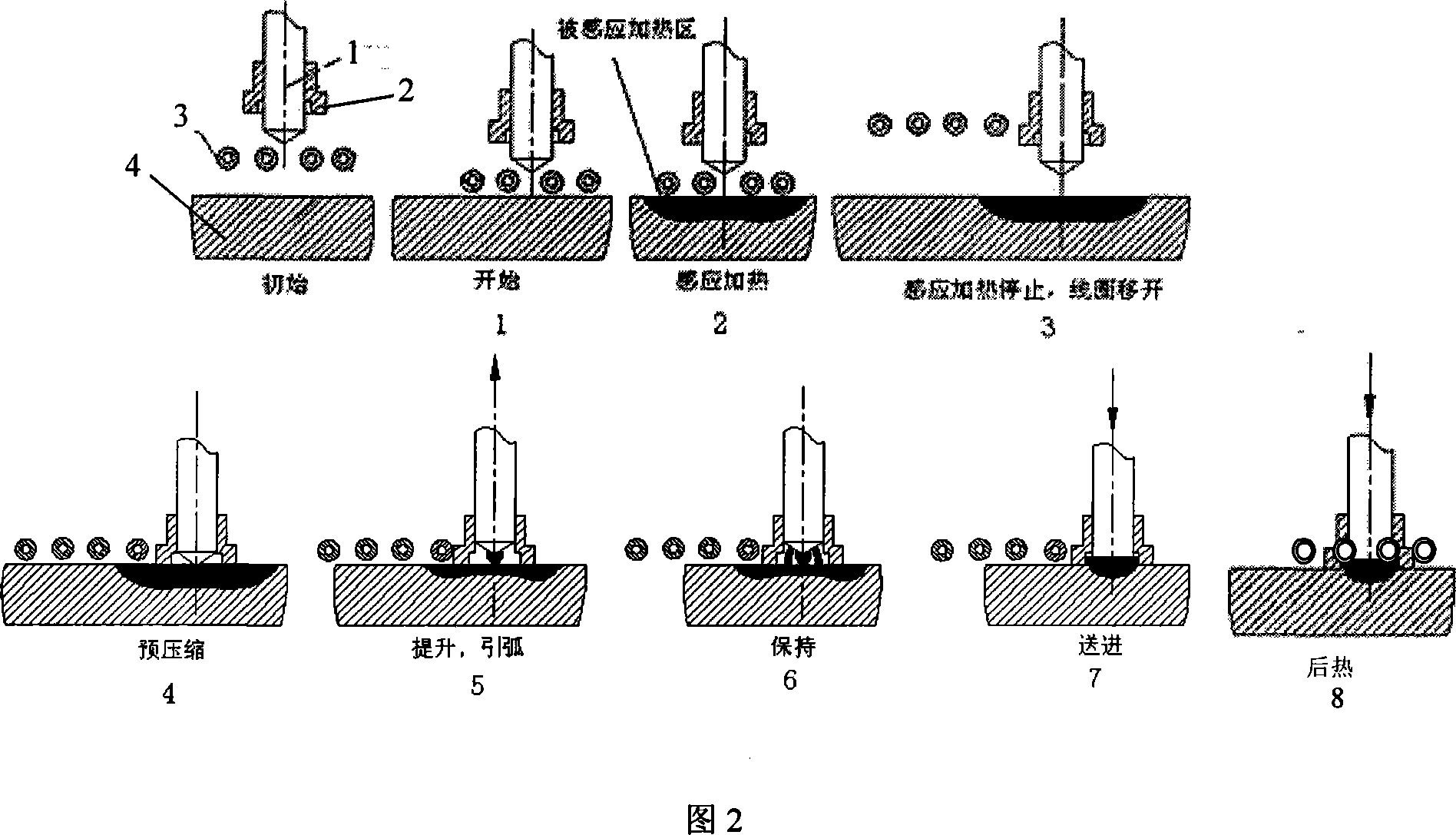
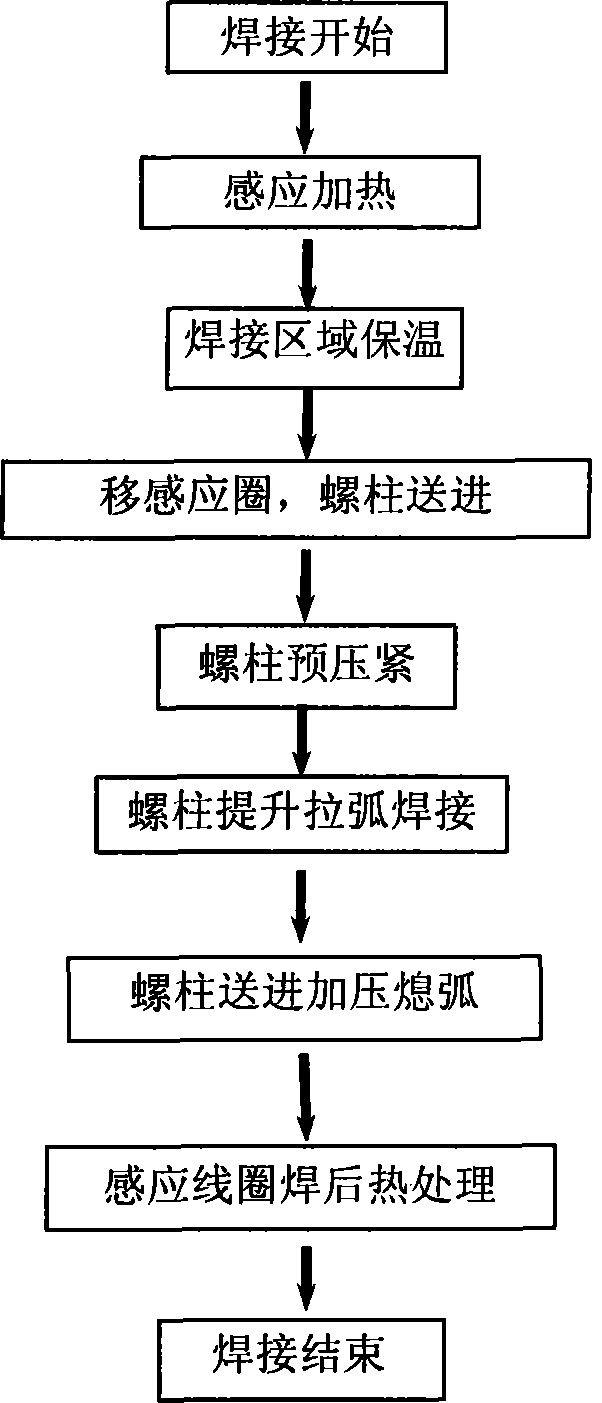
[0022] Example, combined with figure 1 with figure 2 , take stud welding with a diameter of 22mm and a steel plate with a thickness of 20mm as an example. A steel stud with a diameter of 20mm and a length of 60mm is pre-clamped on the stud welding torch, and a ceramic ring 2 is clamped at the front end of the stud. At this time, the stud welding torch and the induction coil 3 should both be in the lifting state. Start the start button of the control system, the induction coil 3 drops to a distance of 3mm, the induction heating power supply heats the welding area of the workpiece 4 through the induction coil 3, the heating time is controlled by the system to 10s, the heating power is 600, and the surface heating temperature of the workpiece 4 is 200 ℃-300℃, after heating, the induction coil 3 is raised, and then the stud welding torch is lowered until the stud and the ceramic ring 2 and the workpiece 4 are kept pre-compressed, the control system sends a welding signal to th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More