

Hydrogenation modification method for faulty gasoline
A technology for hydrogenation upgrading and low-quality gasoline, which is applied in the fields of hydrotreating process, petroleum industry, and hydrocarbon oil treatment. Restoring octane, achieving sulfur and olefin content effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0047] The catalyst prepared in this embodiment includes:
[0048] Based on the total weight of the catalyst, the selective hydrodesulfurization catalyst (catalyst I-A) in the first stage reaction zone comprises: 4wt.% CoO-12wt.% MoO 3 —3wt.%K 2 O—2wt.%P 2 o 5 / 67wt.%Al 2 o 3 —8wt.%TiO2—4wt.%MgO; desulfurization in the second stage reaction zone—hydrocarbon multi-branched hydroisomerization catalyst (II-A), whose composition includes: 1wt.%CoO—6wt.%MoO 3 —3wt.%NiO / 64wt.%SAPO-11 molecular sieve—22wt.%Al 2 o 3 —4wt.%TiO 2 , wherein SAPO-11 molecular sieves are formed on Al-Ti composite oxides by in-situ crystallization; supplementary desulfurization in the third stage reaction zone—hydrocarbon single-branched isomerization / aromatization catalyst (catalyst III-A), which The composition includes: 2wt.% CoO—6wt.% MoO 3 —1wt.%P 2 o 5 / 65wt.%HZSM-5—21wt.%Al 2 o 3 —5wt.%TiO 2 , which is a modified HZSM-5 zeolite-aluminum titanium catalyst.
[0049] The concrete preparat...
Embodiment 2
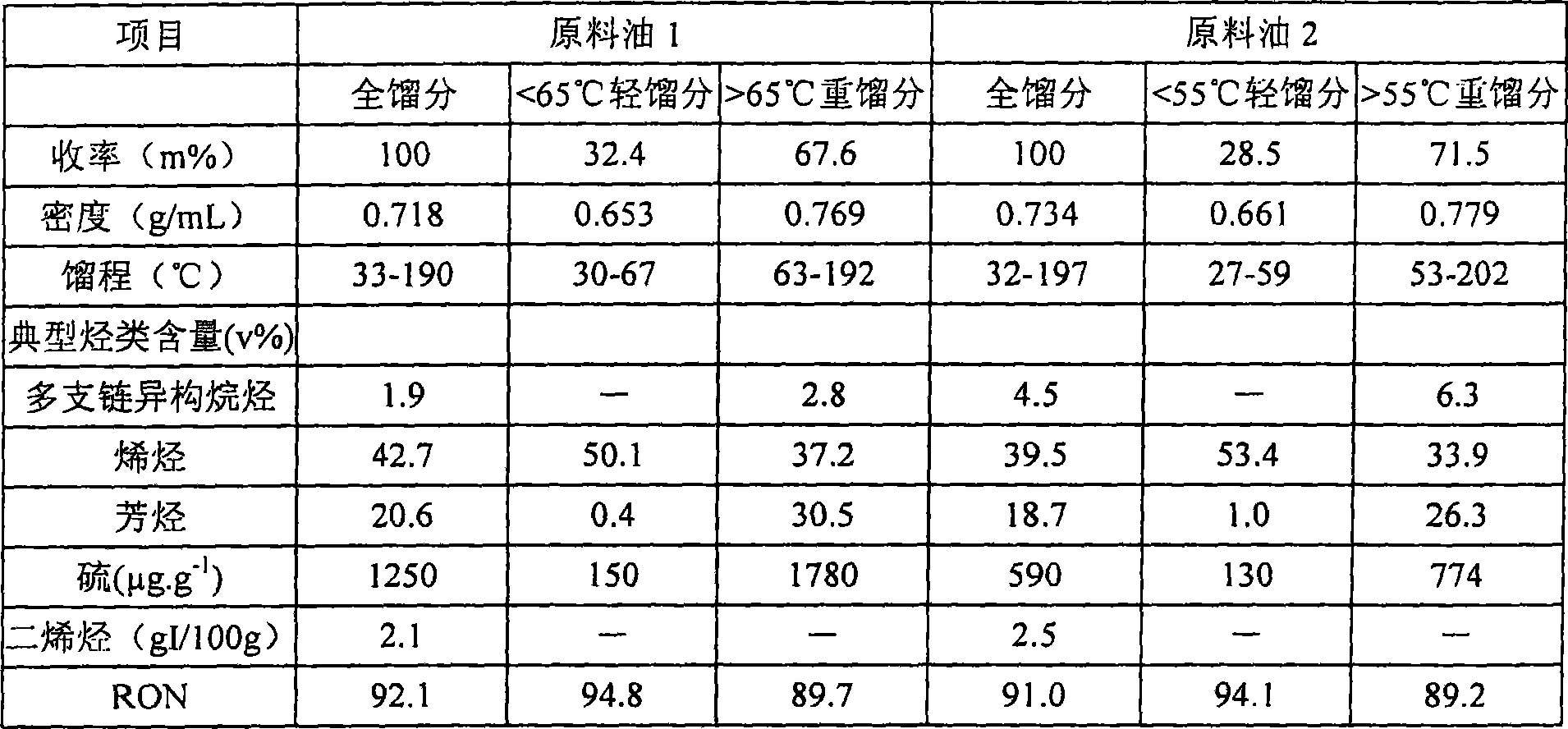
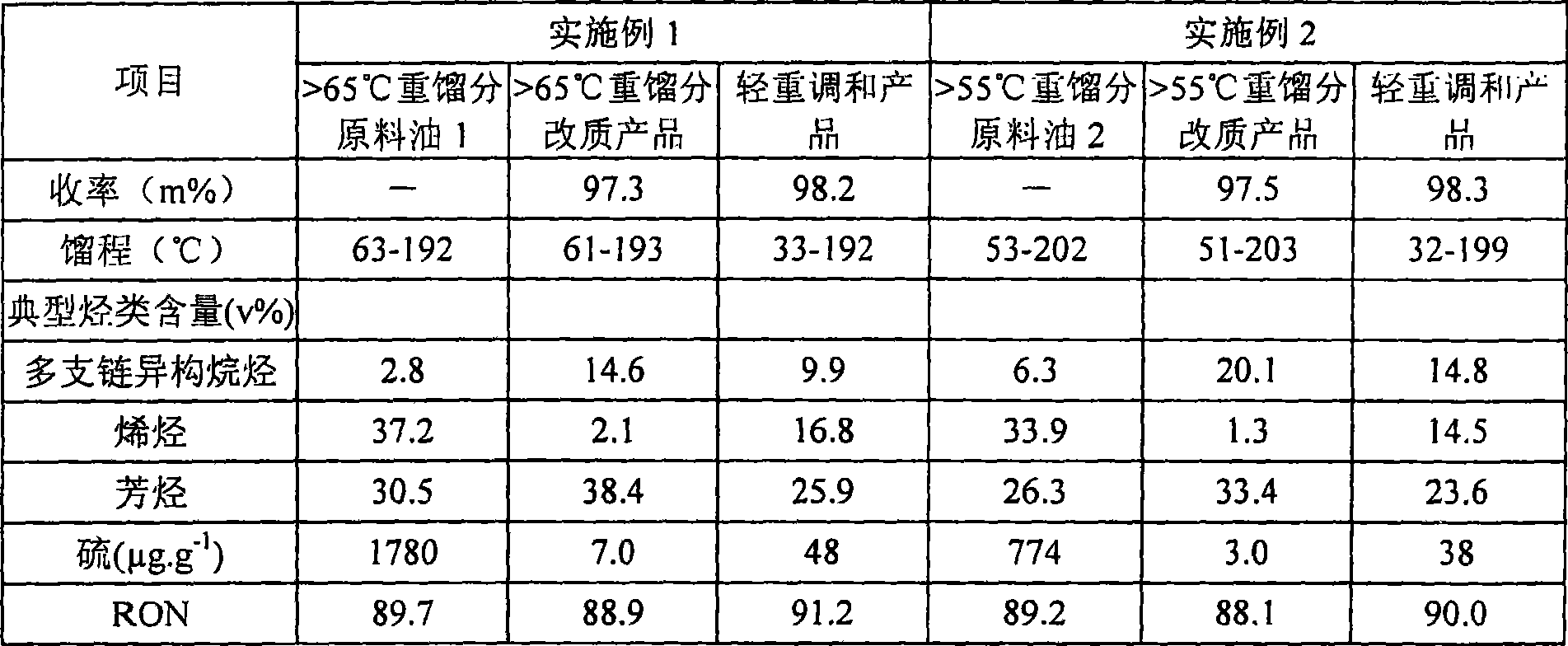
[0066] The difference between this example and Example 1 is that the full cut FCC gasoline (raw material oil 2) is cut into light and heavy cut FCC gasoline at 55°C, and the heavy cut FCC gasoline is used as the reaction raw material to react with the above-mentioned three-stage catalyst in sequence, and then heavy cut FCC gasoline Distillate FCC gasoline reaction products are mixed with light fraction FCC gasoline to obtain low-sulfur, low-olefin clean gasoline;
[0067] The three-stage series reaction conditions of heavy distillate FCC gasoline are as follows: the pressure of the three reactors is 1.8MPa, the volume ratio of hydrogen to oil is 500, the temperature of the first reactor is 250°C, and the volume space velocity is 5.0h -1 , the temperature of the second reactor is 290℃, the volume space velocity is 3.5h -1 , the temperature of the third reactor is 380℃, the volume space velocity is 3.5h -1 .
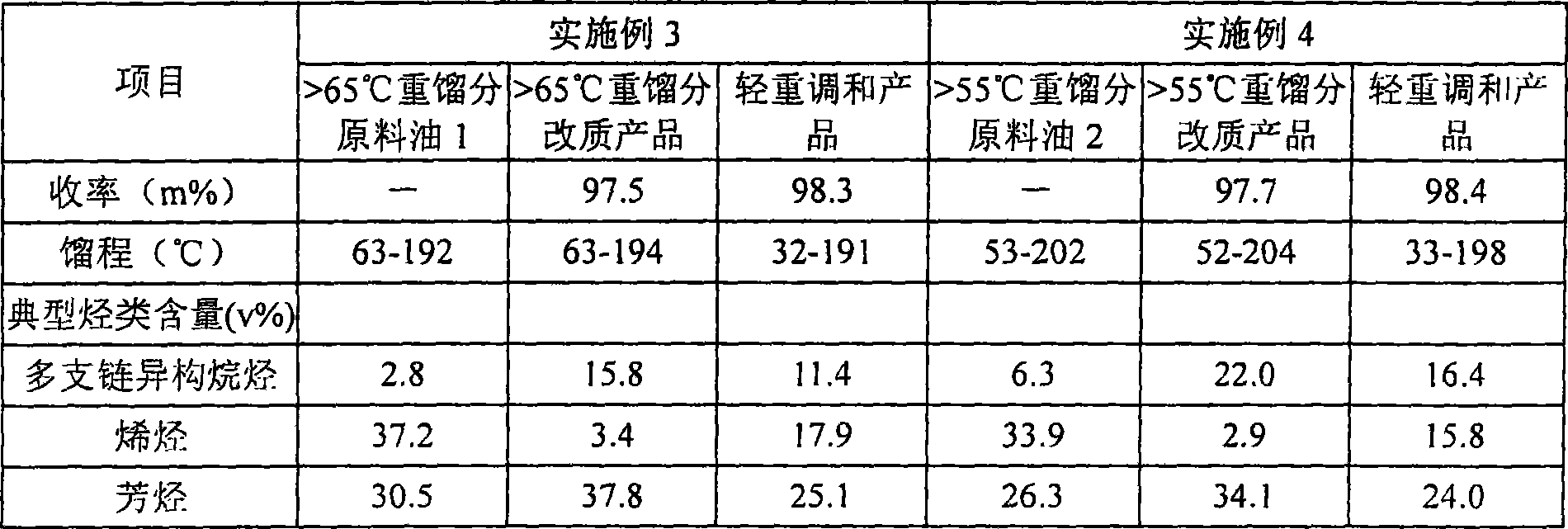
Embodiment 3
[0069] The difference between this example and Example 1 is that the first stage reaction zone is catalyst I-B: 2.5wt.% CoO—10wt.% MoO 3 —2wt.%K 2 O—3wt.%P 2 o 5 / 60wt.%Al 2 o 3 —15.5wt.%TiO 2 —7wt.% MgO, the second stage reaction zone is catalyst II-B: 2.0wt.% CoO—8wt.% MoO 3 —4wt.%NiO / 60wt.%SAPO-11—20wt.%Al 2 o 3 —6wt.%TiO 2 , the third reaction zone is Catalyst III-B: 1.0wt.% CoO—5wt.% MoO 3 —3wt.%P 2 o 5 / 60wt.%HZSM-5—22wt.%Al 2 o 3 —9wt.%TiO 2 ;
[0070] The reaction conditions are: the pressure of the three reactors is 2.3MPa, the volume ratio of hydrogen to oil is 400, the temperature of the first reactor is 260°C, and the volume space velocity is 6.0h -1 , the temperature of the second reactor is 280℃, the volume space velocity is 4.0h -1 , the temperature of the third reactor is 380℃, the volume space velocity is 3.0h -1 .
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More