

AC arc welding system and method thereof
A welding system and AC arc technology, applied in arc welding equipment, welding equipment, manufacturing tools, etc., can solve the problems of inability to effectively reduce energy, limited reduction of base metal heat input, and difficult to popularize welding wire, and achieve easy arc length. Adjustment, easy exchange of reversing, precise and controllable effect of wire feeding process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The present embodiment will now be described with reference to the drawings. (embodiment carries out the welding of butt weld seam at the 3A21 aluminum alloy plate of 1mm thickness)
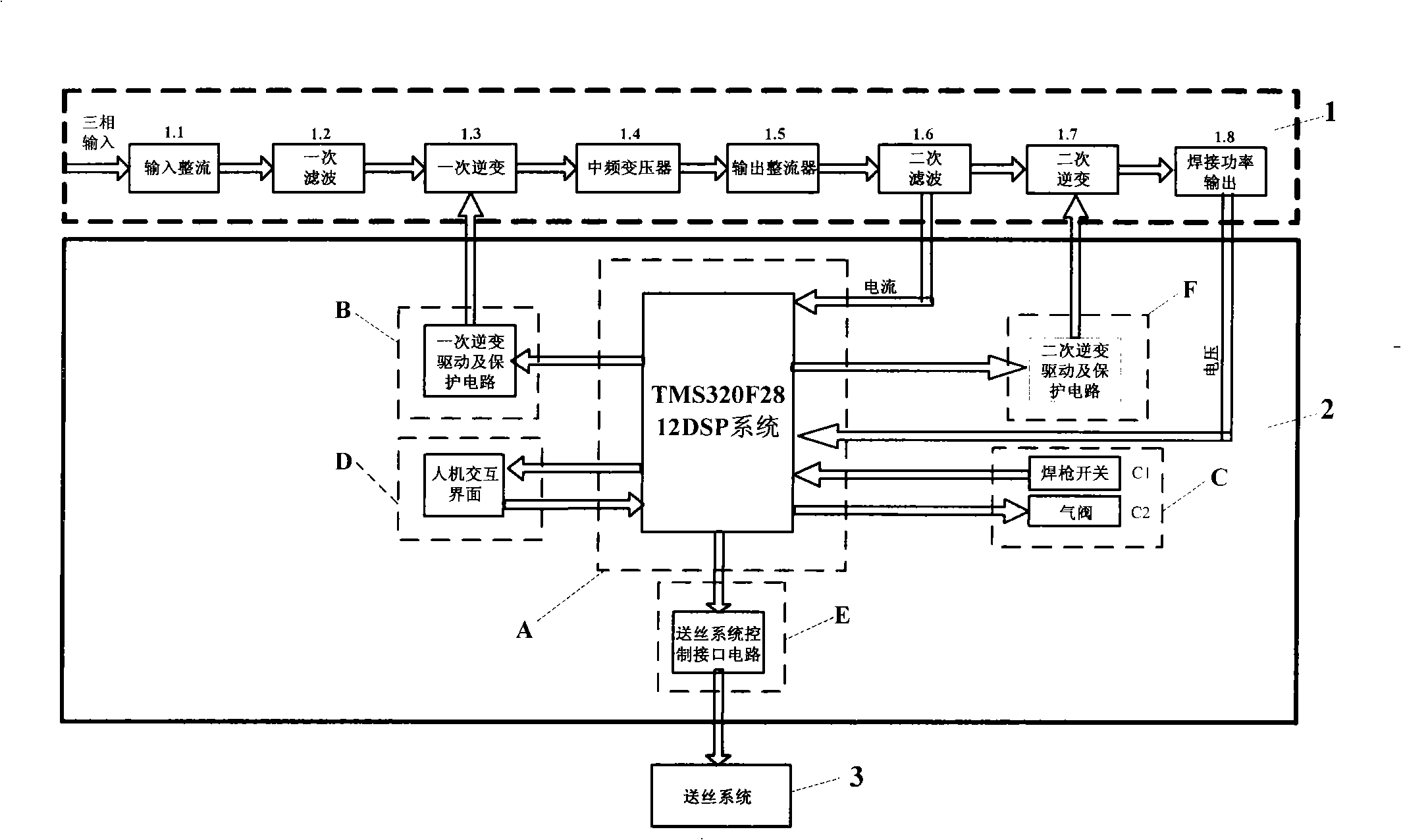
[0024] A specific example of the present invention, the structure of the low-energy input arc welding system is as follows: figure 1 As shown, it generally includes two parts: welding system and wire feeding system.
[0025] The welding system includes a main circuit part 1 and a control circuit part 2 with TMS320F2812DSP as the core. The input voltage of the main circuit is three-phase 380V; the input rectification 1.1 is rectified by Fuji rectifier bridge, the model is FUJ 6RI100G-160; the primary inverter circuit 1.3 adopts the half-bridge inverter structure, which is composed of two IGBTs whose model is BSM150GB120DN2; the intermediate frequency transformer 1.4 Ultramicrocrystalline magnetic core is used, and the transformation ratio is 15:2; the secondary filter 1.6 adopts magnetic ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More