

Sleeve-friendly wear-resistant strip flux-cored wire
A kind of flux-cored welding wire, friendly technology, applied in the direction of welding medium, welding equipment, welding/cutting medium/material, etc., can solve the loss of drill pipe protective sleeve wear, wear-resistant strip block peeling, damage to drilling equipment and other problems, to achieve the effect of good welding process performance, less dust generation, and reduced torque
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
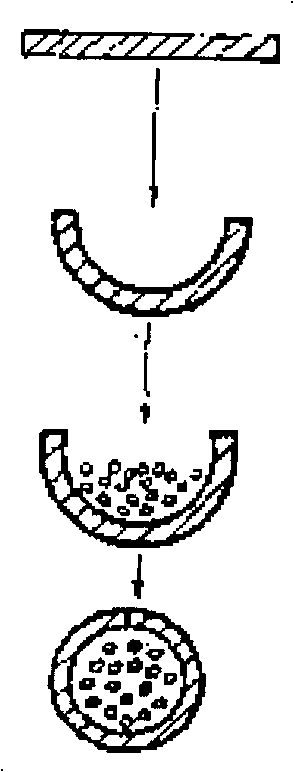
[0027] 1) Roll a 10×0.3 (width 10mm, thickness 0.3mm) H08A cold-rolled steel strip into a U shape;
[0028] 2) Take 1 kg of high-carbon ferrochrome powder, 0.8 kg of ferro-boron, 0.05 kg of ferro-molybdenum, 0.5 kg of nickel powder, 0.1 kg of low-carbon ferrosilicon, 0.2 kg of medium-carbon ferromanganese, and 7.35 kg of electrolytic iron powder, and pass through 60 meshes respectively After sieving, mix in a powder mixer for 10 minutes to obtain the drug core powder;
[0029] 3) Add the drug core powder into the U-shaped H08A cold-rolled steel strip groove, the filling rate is 37wt%, close the U-shaped groove, wrap the drug powder in it, and then pass through the grooves with diameters: 3.0mm, 2.8mm, 2.6mm, 2.4mm, 2.2mm, 2.0mm, 1.8mm, and 1.6mm wire drawing dies are drawn and reduced one by one, and finally the diameter reaches 1.6mm to obtain a casing-friendly hardbanding surfacing flux-cored wire.
Embodiment 2
[0031] 1) Roll a 10×0.3 (width 10mm, thickness 0.3mm) H08A cold-rolled steel strip into a U shape;
[0032] 2) Take 1.5 kg of high-carbon ferrochrome powder, 1.2 kg of ferro-boron, 0.15 kg of ferro-molybdenum, 0.7 kg of nickel powder, 0.15 kg of low-carbon ferrosilicon, 0.4 kg of medium-carbon ferromanganese, and 5.9 kg of electrolytic iron powder, and pass through 60 meshes respectively After sieving, mix in a powder mixer for 10 minutes to obtain the drug core powder;
[0033] 3) Put the drug core powder into the U-shaped H08A cold-rolled steel strip groove, the filling rate is 32wt%, close the U-shaped groove, wrap the drug powder in it, and then pass through the grooves with diameters: 3.0mm, 2.8mm, 2.6mm, 2.4mm, 2.2mm, 2.0mm, 1.8mm, and 1.6mm wire drawing dies are drawn and reduced one by one, and finally the diameter reaches 1.6mm to obtain a casing-friendly hardbanding surfacing flux-cored wire.
Embodiment 3
[0035] 1) Roll a 10×0.3 (width 10mm, thickness 0.3mm) H08A cold-rolled steel strip into a U shape;
[0036] 2) Take 2.1 kg of high-carbon ferrochrome powder, 1.2 kg of ferro-boron, 0.2 kg of ferro-molybdenum, 0.8 kg of nickel powder, 0.25 kg of low-carbon ferrosilicon, 0.7 kg of medium-carbon ferromanganese, and 4.75 kg of electrolytic iron powder, and pass through 60 meshes respectively After sieving, mix in a powder mixer for 10 minutes to obtain the drug core powder;
[0037] 3) Add the drug core powder into the U-shaped H08A cold-rolled steel strip groove, the filling rate is 28wt%, close the U-shaped groove, wrap the drug powder in it, and then pass through the grooves with diameters: 3.0mm, 2.8mm, 2.6mm, 2.4mm, 2.2mm, 2.0mm, 1.8mm, and 1.6mm wire drawing dies are drawn and reduced one by one, and finally the diameter reaches 1.6mm to obtain a casing-friendly hardbanding surfacing flux-cored wire.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More