

Process method for preparing high-temperature alloy miniature precision casting part
A technology for precision castings and superalloys, applied in the field of high-temperature alloy precision casting and high-temperature alloys, can solve the problems of poor filling ability and poor fluidity of alloys, and achieve the effect of ensuring integrity and good filling performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
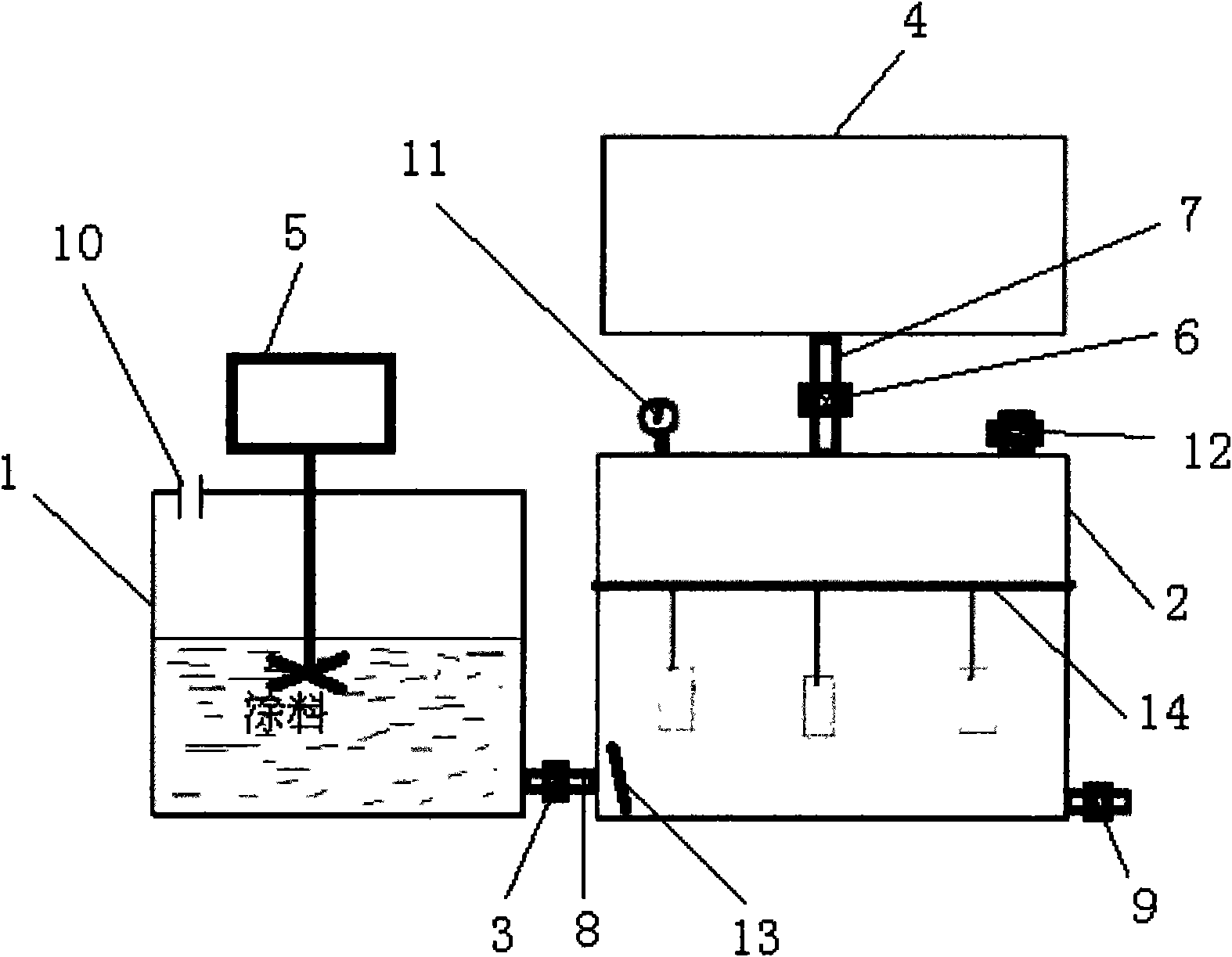
[0027] First prepare the surface coating in the coating room 1. The surface coating is made of aluminum oxide, the powder particle size is 300 / 400 mesh, the binder is silica sol, and the mixer 5 is started to make the density of the coating uniform and try not to get involved. Air; fix the combined wax pattern in the dipping chamber 2, cover the end cover of the dipping chamber, close the paint discharge valve 9, vacuum degree control valve 6, spare valve 12, start the vacuum pump 4, and wait until the vacuum degree reaches 0.02MPa , turn off the vacuum pump 4, close the vacuum gauge 11 and the vacuum control valve 6; open the paint valve 3, so that the paint is sucked into the dipping chamber 2 under vacuum conditions, and when the paint enters 2 / 3 of the volume of the dipping chamber, close the paint Valve 3, keep it for 2 minutes, open the vacuum control valve 6 to deflate, when the pressure of the dipping chamber reaches normal pressure, open the end cover of the dipping ch...
Embodiment 2
[0029] First prepare the surface coating in the coating room 1. The surface coating is made of aluminum oxide, the powder particle size is 300 / 400 mesh, the binder is silica sol, and the mixer 5 is started to make the density of the coating uniform and try not to get involved. Air; fix the assembled wax pattern in the dipping chamber 2, cover the end cover of the dipping chamber 2, close the paint discharge valve 9, the vacuum degree control valve 6, the spare valve 12, start the vacuum pump 4, and wait until the vacuum degree reaches 0.01 MPa, close the vacuum pump 4, close the vacuum gauge 11 and the vacuum degree control valve 6; open the paint valve 3, so that the paint is sucked into the dipping chamber 2 under vacuum conditions, and close when the paint enters 2 / 3 of the volume of the dipping chamber. Paint valve 3, after holding for 2 minutes, open the vacuum control valve 6 to deflate, when the pressure of the dipping chamber 2 reaches normal pressure, open the end cove...
Embodiment 3
[0031]First prepare the surface coating in the coating room 1. The surface coating is made of aluminum oxide, the powder particle size is 400 / 600 mesh, the binder is silica sol, and the mixer 5 is started to make the density of the coating uniform and try not to get involved. Air; fix the combined wax pattern in the dipping chamber 2, cover the end cover of the dipping chamber, close the paint discharge valve 9, vacuum degree control valve 6, spare valve 12, start the vacuum pump 4, and wait until the vacuum degree reaches 0.03MPa , close the vacuum pump 4, close the vacuum gauge 11 and the vacuum degree control valve 6; open the paint control valve 3, so that the paint is sucked into the dipping chamber 2 under vacuum conditions, and when the paint enters 2 / 3 of the volume of the dipping chamber, close Paint valve 3, after holding for 2 minutes, open the vacuum control valve 6 to deflate, when the pressure of the dipping chamber 2 reaches normal pressure, open the end cover of...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More