Production process for biaxially orienting polyvinyl chloride pressure-bearing pipe material on line
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A polyvinyl chloride, biaxial orientation technology, applied in the field of polymer molding processing, to achieve the effect of reasonable process, continuous molding processing, and excellent formula
Active Publication Date: 2010-03-17
杭州波达塑料科技股份有限公司
View PDF0 Cites 15 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
Abroad, the production process, mold and equipment technical data of online biaxially oriented BO-PVC pipes are strictly kept secret
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0029] Embodiment 1, DN25PN 2.0 BO-PVC pressure pipe production steps
[0039] 2) Mixing: Put the above-mentioned prepared materials into a high-speed (1200r / min) kneader, and knead at a high speed until the material temperature reaches 120°C;
[0040] 3) Stirring and cooling: Put the above-mentioned mixed material into a low-speed (500r / min) cold mixer for stirring, and discharge it into the storage tank when the material temperature reaches 50°C for standby;
[0041] 4) Extrusion: Put the material in the storage barrel into a high-efficiency twin-screw extruder (SJSZ-60), and extrude at a temperature of (165-190) °C and a screw...
Embodiment 2
[0045] Embodiment 2, DN200PN1.6 BO-PVC pressure pipe production steps
[0055] 2) Mixing: Put the above-mentioned prepared materials into a high-speed (1200r / min) kneader, and knead at a high speed until the material temperature reaches 115°C;
[0056] 3) Stirring and cooling: Put the above-mentioned mixed material into a low-speed (500r / min) cold mixer for stirring, and discharge it into the storage tank when the material temperature reaches 50°C for standby;
[0057] 4) Extrusion: Put the material in the storage barrel into a high-efficiency twin-screw extruder (SJSZ-80), and extrude at a temperature of (165-190) ...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
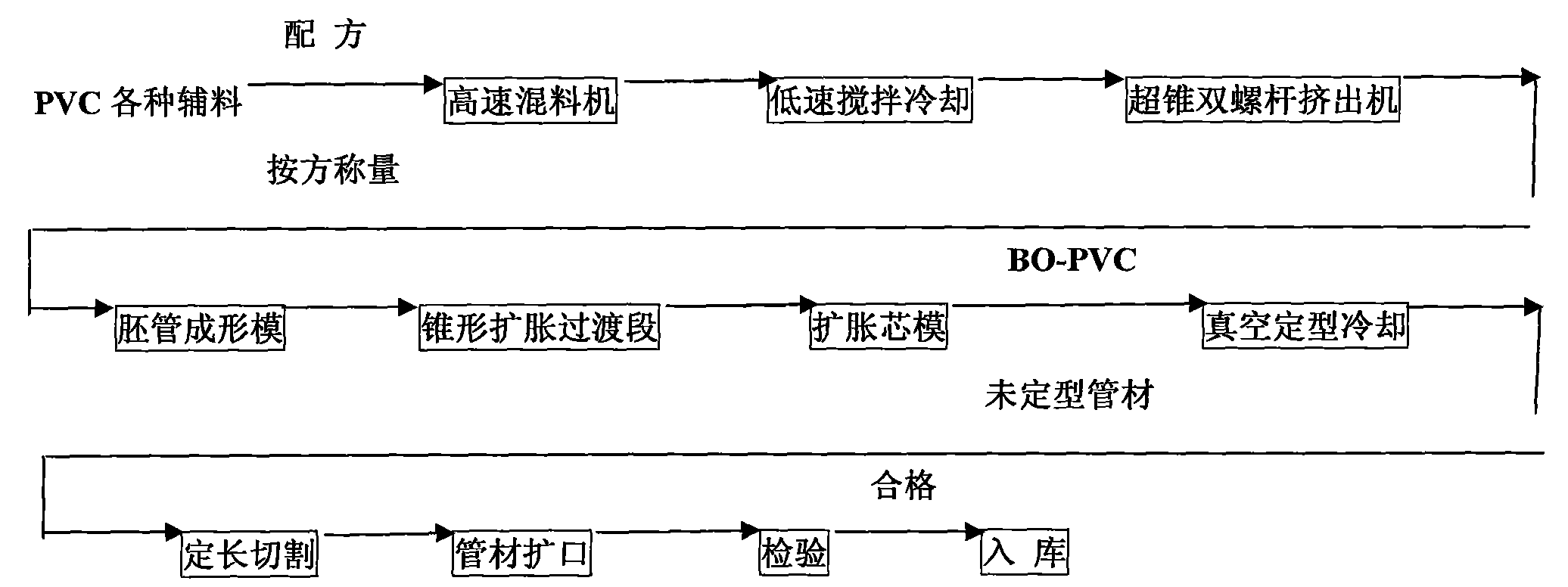
The invention relates to a production process for biaxially orienting polyvinyl chloride pressure-bearing pipe material on line. The production process comprises the following steps of: (1) taking polyvinyl chloride resin, stabilizer, processing aid, lubricant, impact modifier, composite filler and anatasetitanium dioxide for stock preparation; (2) placing the stock into a high-speed kneader forhigh-speed kneading and discharging; (3) placing the stock into a low-speed cooling mixer for stirring and cooling for later use; (4) adding the stock into a hypercone double-screw extruder, and conveying molten material to a skelp molding mould; (5) expanding and extending a skelp in the skelp molding mould, and then sending the skelp into a sizing sleeve, and obtaining the polyvinyl chloride pressure-bearing pipe material after cooling; (6) cutting the molded pipe material according to a fixed length; (7) flaring the pipe material; and (8) detecting. The invention has the advantages that theinvention initiates the technological production process for biaxially orienting BO-PVC pressure-bearing pipe material on line; the selected materials and the molded pipe material do not pollute theenvironment; and the continuous and stable molding and processing are guaranteed.
Description
technical field [0001] The invention relates to a production process of an on-line biaxially oriented polyvinyl chloride pressure-bearing pipe, belonging to the field of polymer molding and processing. Background technique [0002] As we all know, the traditional PVC-U pipingsystem has outstanding advantages and obvious disadvantages. Its main advantages are high modulus, high strength and low price, making it the most widely used plastic pipingsystem in the world in the past 70 years; its main disadvantage is low toughness, that is, high brittleness and poor crackingimpact resistance. Added to the criticism of chlorine by environmental protection organizations in various countries, the growth rate of PVC piping systems in some countries and application fields has slowed down. Our country is no exception, because of the slow technological progress, there is also a trend of backwardness or even decline in some fields. [0003] Due to the technical progress of PVC synthet...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More  Login to View More
Login to View More