

Process for manufacturing magnesium alloy wheel
A manufacturing process, magnesium alloy technology, applied in the field of magnesium alloy wheel manufacturing process, to achieve the effect of reducing fuel consumption, safe and convenient operation, and low density
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 example
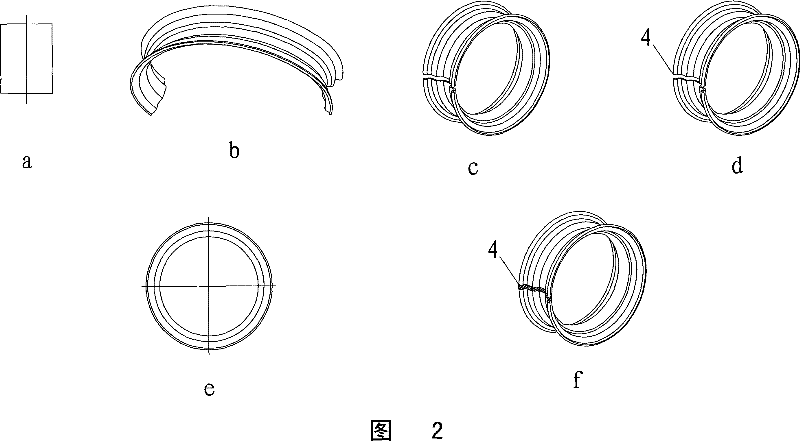
[0030] The wheel rim manufacturing process of the present invention mainly includes: a hot extrusion step, a rounding step and a pore processing step.
[0031] In the hot extrusion step, the magnesium alloy bar is first cut to a fixed length, refer to a of FIG. 2 . Then in a set of hot extrusion dies (section forming device), the magnesium alloy bar is extruded into a rim semi-finished product. Specifically, the magnesium alloy bar is hot extruded into a profile with a predetermined section, and then in a longitudinal forming device such as A large half of the elliptical rim as shown in b of Figure 2 is formed on the arc track. The elliptical rim here mainly refers to a shape close to an ellipse or an elliptical rim. For example, the two ends of the semi-finished rim shown in b of Figure 2 are in The rim is rolled on a small circle track, and the middle is rolled on a large circle track, or the semi-finished rim is directly bent on an elliptical track. The aforementioned larg...
no. 2 example
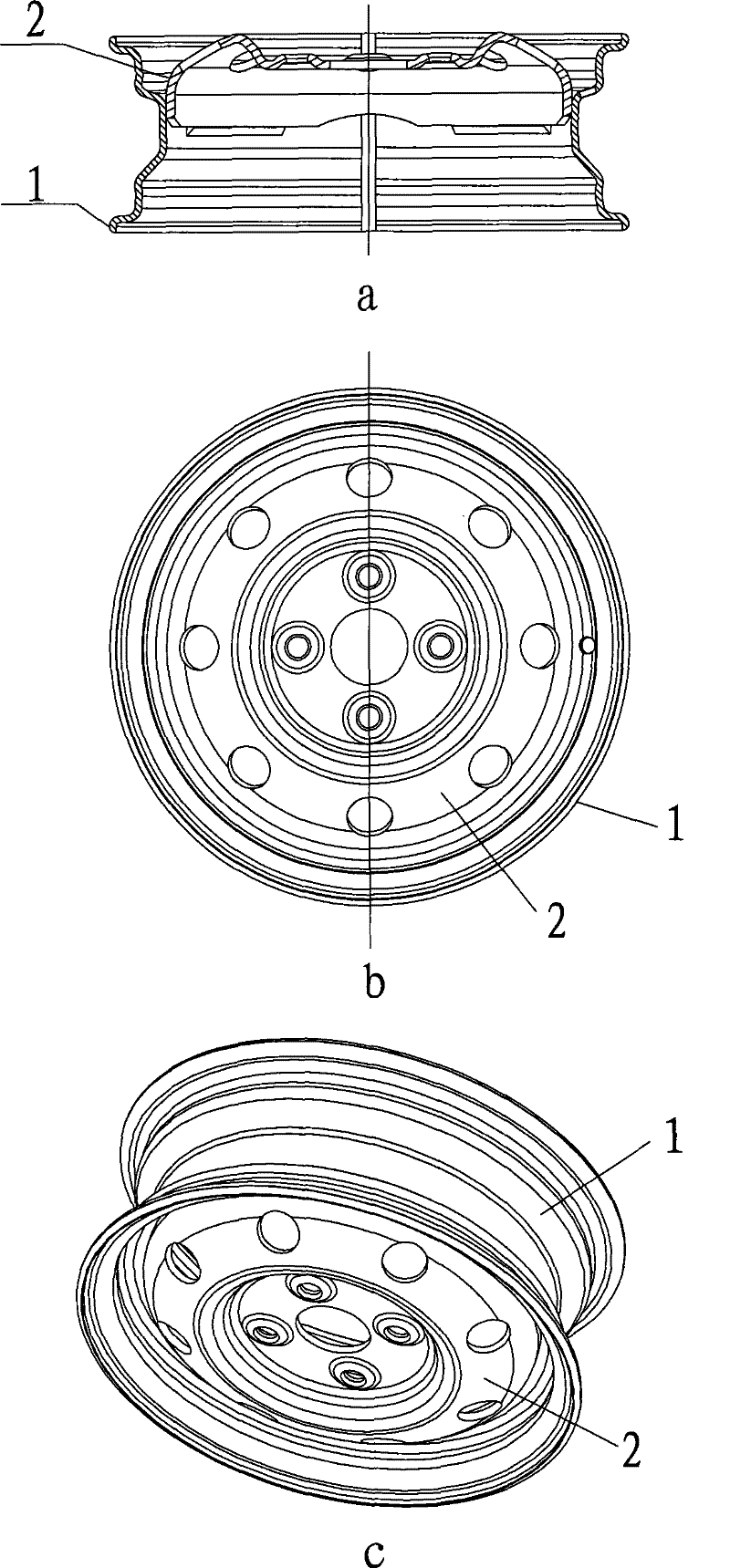
[0035]The magnesium alloy wheel manufacturing process of the present invention mainly includes a wheel rim manufacturing process, a wheel spoke manufacturing process and a combined welding process.
[0036] The rim manufacturing process can be implemented with reference to the aforementioned first embodiment.
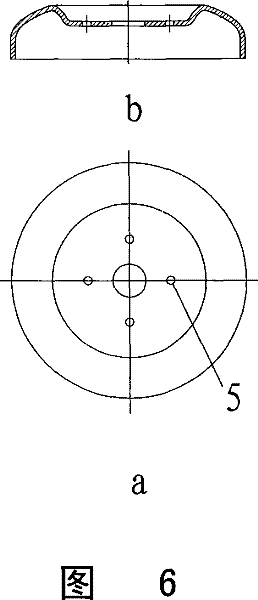
[0037] The spoke manufacturing process mainly includes a plate blanking step, a hot stretch forming step and a hot stamping step. The plate blanking step is shown in Figure 3. Heat the plate to 280°C-350°C, and then punch out the circular plate and the center hole on the plate. The thermal stretching step includes two thermal stretching steps in this embodiment, as shown in Figure 4 and Figure 5 respectively, of course, different thermal stretching steps can be selected for different spoke shapes, the thermal stretching step is, for example, in Heated stretching is carried out on a 200-ton double-action press, and the stretching temperature is between 280°C and 350°C. ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More