

Stainless steel sintered flux
A technology of sintering flux and stainless steel, which is applied in the direction of welding medium, welding equipment, welding/cutting medium/material, etc. It can solve the problems of poor slag removal at the groove, poor slag removal at the bottom layer, serious oxidation color at the welding toe, etc., to achieve welding Good seam formation, stable arc, and moderate weld wetting angle
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0026] Stainless steel sintering flux, its mineral raw materials are composed of fused magnesia: 30%, corundum: 20%, fluorite: 10%, cryolite 1%, wollastonite: 16%, zirconia: 3%, chromium oxide green : 5%, ferrosilicon: 2%, quartz powder: 10%, ferromanganese: 3%, after mixing evenly, add 29.3% potassium sodium water glass, bake at 80°C for 3 hours, and at 700°C for 30 minutes, then follow After cooling in the furnace, pass through a 12-60-mesh sieve to obtain the finished sintered flux.
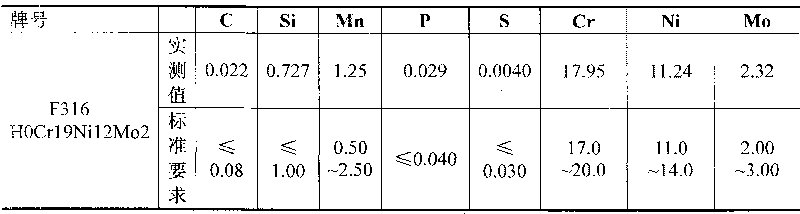
[0027] The finished sintered flux is matched with H0Cr19Ni12Mo2 stainless steel welding wire, which can be used for welding on 316 stainless steel plates
[0028] Test results: The slag removal rate in the groove is 86%, the shape is good, there is no oxidation color on the surface of the deposited metal, the weld shape is beautiful, the height of the weld bead is moderate, the weld formation coefficient is 1.5, and the weld wetting angle is moderate. The properties and chemical properties of ...
Embodiment 2
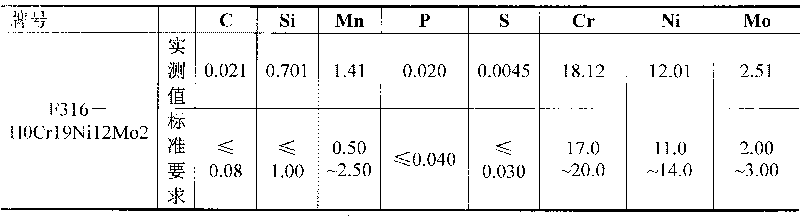
[0034] Stainless steel sintering flux, its mineral raw materials are composed of fused magnesia: 20%, corundum: 25%, fluorite: 20%, cryolite 5%, wollastonite: 10%, zirconia: 1%, chromium oxide green : 4%, ferrosilicon: 3%, quartz powder: 7, ferromanganese: 5%, after mixing evenly, add 23.5% potassium sodium water glass, bake at low temperature at 120°C for 5 hours, and bake at high temperature at 780°C for 40 minutes, then follow After cooling in the furnace, pass through a 12-60-mesh sieve to obtain the finished sintered flux. The finished sintered flux is matched with H0Cr19Ni12Mo2 welding wire to weld on 316 stainless steel.
[0035] Test results: The slag removal rate in the groove is 89%, the shape is good, there is no oxidation color on the surface of the deposited metal, the weld shape is beautiful, the height of the weld bead is moderate, the weld formation coefficient is 1.6, and the weld wetting angle is moderate. The properties and chemical properties of the deposited...
Embodiment 3
[0041] Stainless steel sintering flux, its mineral raw materials are composed of fused magnesia: 25%, corundum: 30%, fluorite: 15%, cryolite 3%, wollastonite: 13%, zirconia: 5%, chromium oxide green : 3%, ferrosilicon: 1%,, quartz powder: 4, ferromanganese: 1%. After mixing evenly, add 25.4% potassium sodium water glass, bake at low temperature at 150°C for 8 hours, and bake at high temperature at 850°C for 60 minutes, then cool in the furnace, and pass through a sieve of 12 to 60 mesh to obtain the finished sintered flux. The finished sintered flux is matched with H0Cr19Ni12Mo2 stainless steel welding wire, and is welded on 316 stainless steel plate.
[0042] Test results: The slag removal rate in the groove is 87%, the shape is good, the surface of the deposited metal has no oxidation color, the weld shape is beautiful, the height of the weld bead is moderate, the weld formation coefficient is 1.42, and the weld penetration angle is moderate. The properties and chemical prop...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More