


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Method for carrying out immersion plating on marine climate-resisting engineering parts
A marine climate and parts technology, applied in hot dip plating process, metal material coating process, coating and other directions, can solve the problems of difficult surface shape, size control, difficult to handle large area parts, high vapor deposition cost, and achieve material The effect of low cost, improved air scouring and erosion ability, and low cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0036] (1) After the parts are cleaned and degreased, they are treated with pickling and rust removal, and rinsed with deionized water.
[0037] (2) Activation treatment in a mixed solution of ethylene glycol 600ml / L, acid ammonium fluoride 45g / L, nickel chloride 30g / L, boric acid 60g / L, lactic acid 35ml / L, acetic acid 230ml / L, temperature 40°C , time 40min, rinse with deionized water, and dry.
[0038] (3) Put the parts treated in (1) to (2) into the atmosphere protection furnace and preheat at 500°C for 20 minutes.
[0039] (4) In the atmosphere protection melting furnace, immerse the preheated steel parts in the plating solution for 1 minute, and rotate the parts during the immersion process.
Embodiment 2
[0041] (1) After the parts are cleaned and degreased, they are treated with pickling and rust removal, and rinsed with deionized water.
[0042] (2) Activation treatment in a mixed solution of ethylene glycol 900ml / L, acidic ammonium fluoride 25g / L, nickel chloride 10g / L, boric acid 20g / L, lactic acid 10ml / L, acetic acid 70ml / L, temperature 50°C , time 35min, rinse with deionized water, and dry.
[0043] (3) Put the parts treated in (1) to (2) into the atmosphere protection furnace, and preheat at 600°C for 15 minutes.
[0044] (4) In the atmosphere protection melting furnace, immerse the preheated steel parts in the plating solution for 3 minutes, and rotate the parts during the immersion process.
Embodiment 3
[0046] (1) After the parts are cleaned and degreased, they are treated with pickling and rust removal, and rinsed with deionized water.
[0047](2) Activation treatment in a mixed solution of ethylene glycol 700ml / L, acid ammonium fluoride 35g / L, nickel chloride 20g / L, boric acid 50g / L, lactic acid 20ml / L, acetic acid 180ml / L, temperature 60°C , time 30min. Rinse with deionized water and dry.
[0048] (3) Put the parts treated in (1) to (2) into the atmosphere protection furnace, and preheat at 650°C for 10 minutes.
[0049] (5) In the atmosphere protection melting furnace, immerse the preheated steel parts in the plating solution for 5 minutes, and rotate the parts during the immersion process.
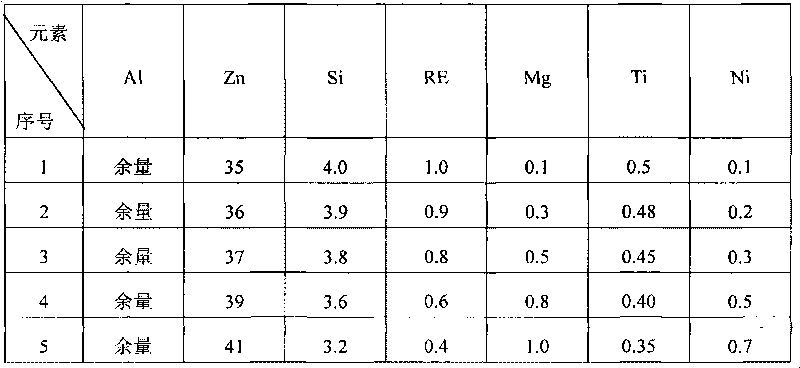
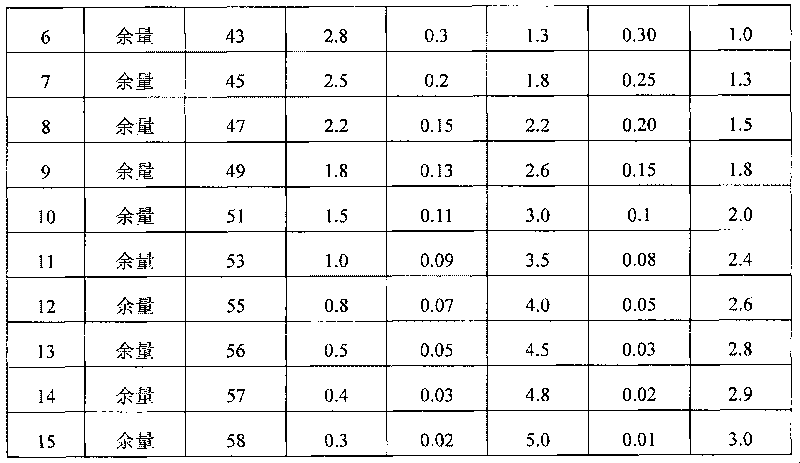
[0050] Wherein, the composition and content of the plating solution in Examples 1-3 are shown in Table 1 below, and it should be noted that in Table 1, only some preferred embodiments of the plating solution of the present invention are provided, although the microalloy of Table 1 ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| The average particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com