A method of immersion-plating titanium alloy parts
A technology of titanium alloy and parts, which is applied in the field of immersion plating of titanium alloy parts, can solve the problems of loss of protection effect, failure, easy peeling, etc., and achieve the effect of low material cost, low pollution and simplified production process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0037] (1) After degreasing the parts, carry out rust removal treatment by liquid sandblasting, the abrasive particle size is 0.1mm, and the sandblasting time is 20 minutes. After blasting, a fine polish is performed by mechanical grinding, followed by ultrasonic cleaning in acetone solution and rinsing with deionized water.
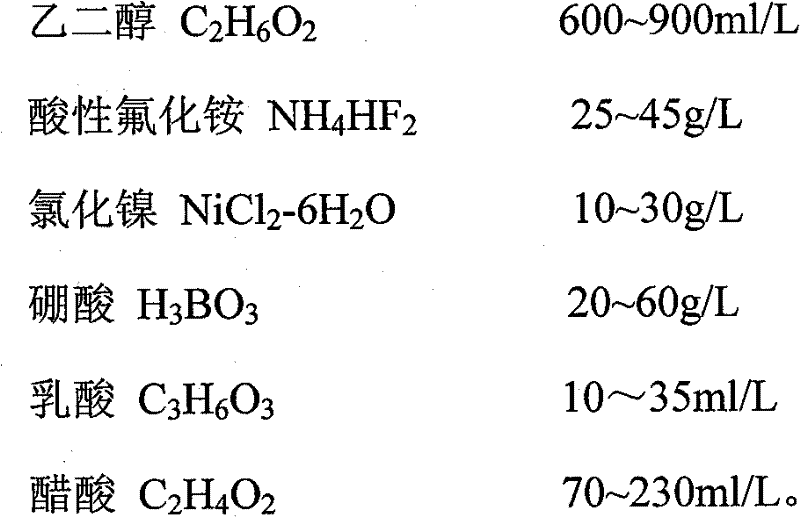
[0038] (2) Activation treatment in a mixed solution of ethylene glycol 600ml / L, acid ammonium fluoride 45g / L, nickel chloride 30g / L, boric acid 60g / L, lactic acid 35ml / L, acetic acid 230ml / L, temperature 40°C , time 40min, rinse with deionized water, and dry.
[0039] (3) Put the parts treated in (1) to (2) into the atmosphere protection furnace, and preheat at 600°C for 20 minutes.
[0040] (4) In the atmosphere protection melting furnace, immerse the preheated steel parts in the plating solution for 1 minute, and rotate the parts during the immersion process.
Embodiment 2
[0042] (1) After degreasing the parts, carry out rust removal treatment by liquid sandblasting, the abrasive particle size is 0.12mm, and the sandblasting time is 15 minutes. After blasting, a fine polish is performed by mechanical grinding, followed by ultrasonic cleaning in acetone solution and rinsing with deionized water.
[0043] (2) Activation treatment in a mixed solution of ethylene glycol 900ml / L, acidic ammonium fluoride 25g / L, nickel chloride 10g / L, boric acid 20g / L, lactic acid 10ml / L, acetic acid 70ml / L, temperature 50°C , time 35min, rinse with deionized water, and dry.
[0044] (3) Put the parts treated in (1) to (2) into the atmosphere protection furnace, and preheat at 650°C for 15 minutes.
[0045](4) In the atmosphere protection melting furnace, immerse the preheated steel parts in the plating solution for 3 minutes, and rotate the parts during the immersion process.
Embodiment 3
[0047] (1) After degreasing the parts, carry out rust removal treatment by liquid sandblasting, the abrasive particle size is 0.15mm, and the sandblasting time is 10 minutes. After blasting, a fine polish is performed by mechanical grinding, followed by ultrasonic cleaning in acetone solution and rinsing with deionized water.
[0048] (2) Activation treatment in a mixed solution of ethylene glycol 700ml / L, acidic ammonium fluoride 35g / L, nickel chloride 20g / L, boric acid 50g / L, lactic acid 20ml / L, acetic acid 180ml / L, temperature 60°C , time 30min. Rinse with deionized water and dry.
[0049] (3) Put the parts treated in (1) to (2) into the atmosphere protection furnace, and preheat at 700°C for 10 minutes.
[0050] (5) In the atmosphere protection melting furnace, immerse the preheated steel parts in the plating solution for 5 minutes, and rotate the parts during the immersion process.
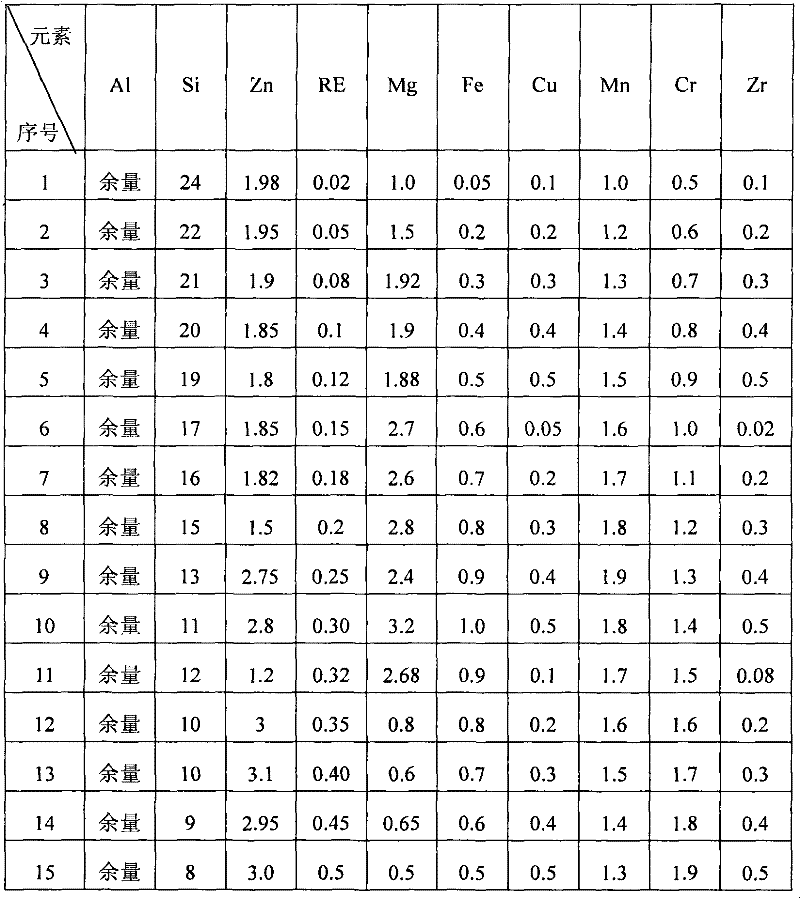
[0051] Wherein, the composition and content of the plating solution in Examples 1-3 ar...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More