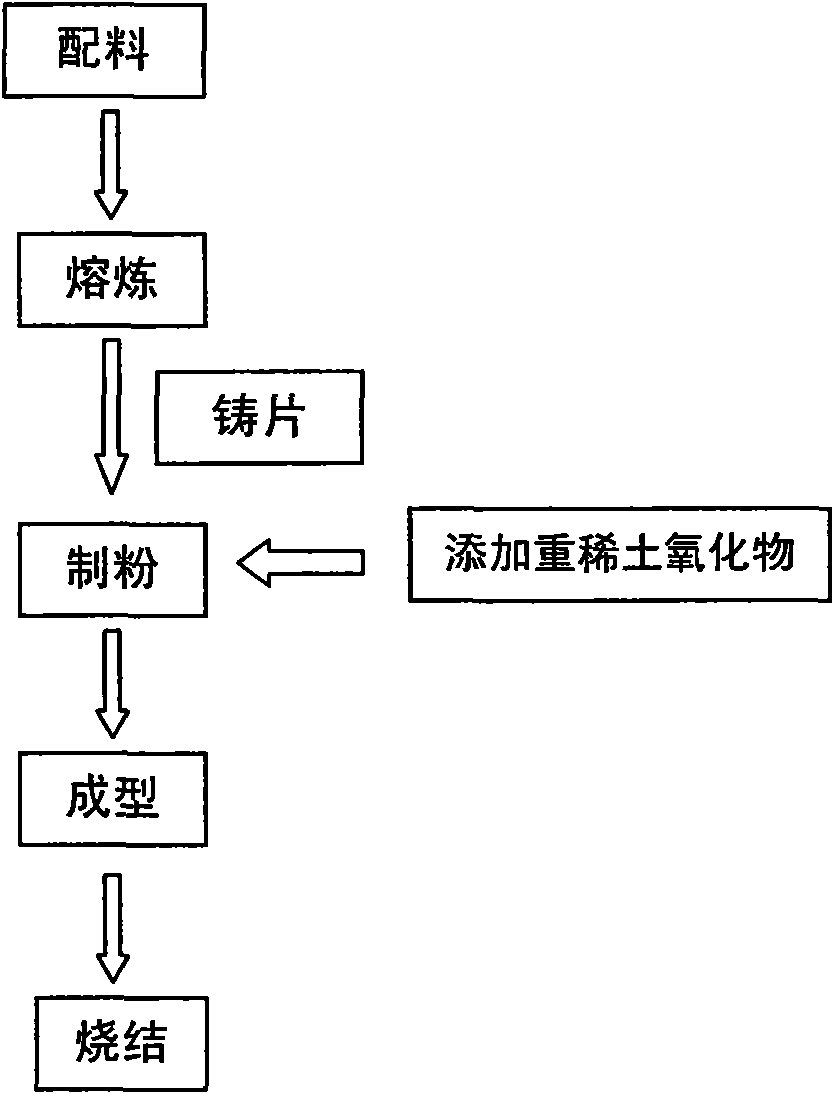
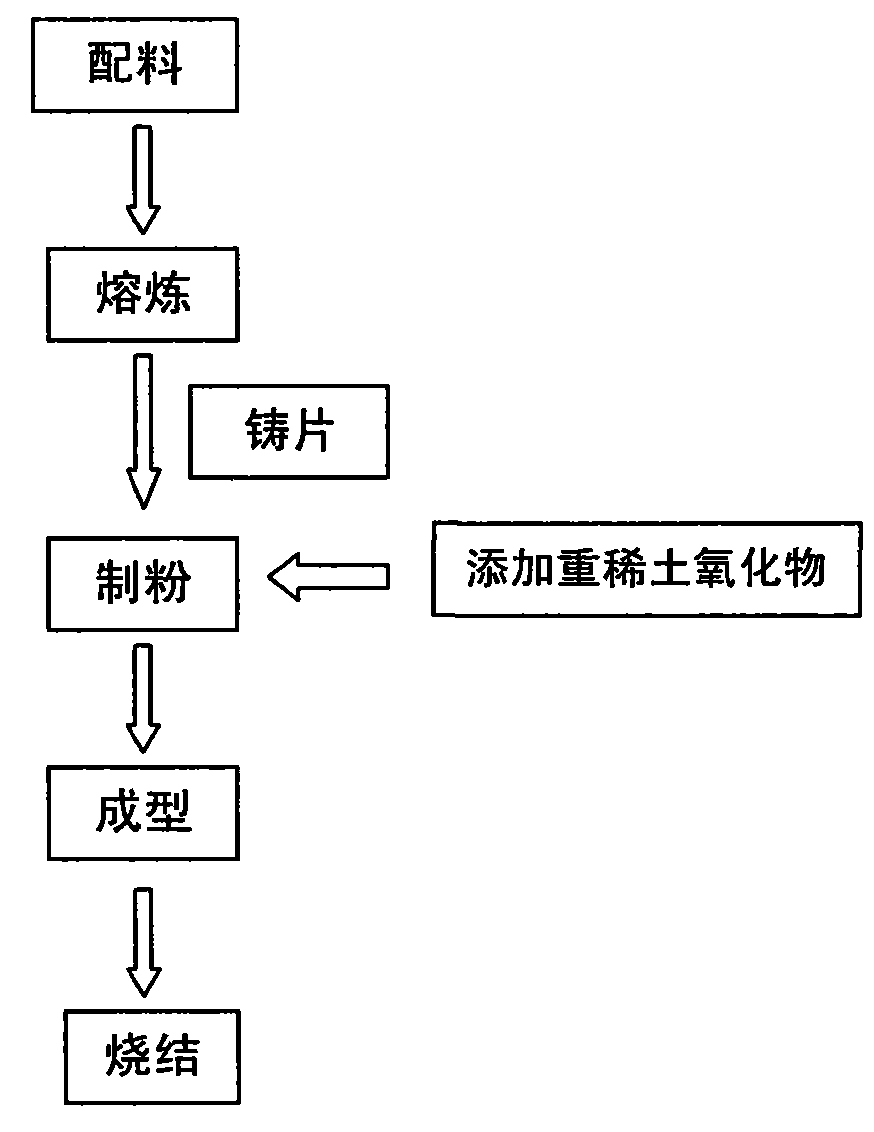
Method for preparing low-cost neodymium iron boron (NdFeB) by adding heavy rare earth oxide into ingot recasting sheet
A technology of heavy rare earth oxides and neodymium iron boron, applied in the direction of magnetic objects, magnetic materials, electrical components, etc., can solve the problems of disparity in powder particle size, difficulty in industrialization, and difficulty in mixing uniformly, so as to achieve easy adjustment and reduce formula Cost, the effect of improving the coercive force
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0011] According to the ratio of 30.3wt% PrNd, 1.02wt% B, 0.6wt% Al, 0.06wt% Cu, 0.12wt% Co, 0.96wt% Nb, 66.94wt% Fe and unavoidable impurities, put it into the vacuum induction furnace (600kg quick-setting furnace), vacuumize to less than 5Pa, start heating and melting, when the ingredients in the furnace turn red, close the vacuum valve, fill with argon, after the material is melted, refining and pouring into cast pieces, then turn off the power , when the temperature of the cast piece is lower than 60°C, the cast piece is put into the hydrogen crushing furnace for hydrogen crushing, and the oxygen content of the hydrogen crushing powder is controlled to be lower than 1000PPM, and then 1.04wt% of heavy rare earth oxide Dy is added. 2 o 3 , which is in the shape of a micron-sized powder, is a commercially available product purchased from Minmetals Rare Earth (Ganzhou) Co., Ltd. Stir the two powders uniformly in the mixer for 60 minutes, then pulverize them through an airflow...
Embodiment 2
[0018] Load in the vacuum induction furnace (600kg quick-setting furnace) by the proportioning of 29.73wt%PrNd, 1.02wt%B, 0.54wt%Al, 0.2wt%Cu, 1wt%Nb, 67.51wt%Fe and unavoidable impurities, Vacuumize to less than 5Pa, start heating and melting, when the ingredients in the furnace turn red, close the vacuum valve, fill in argon gas, after the material is melted, refine and cast into cast pieces, then turn off the power, wait until the temperature of the cast pieces is lower than Out of the furnace at 40°C; put the cast piece into the hydrogen crushing furnace for hydrogen crushing, control the oxygen content of the hydrogen crushing powder to less than 1000PPM, and then add heavy rare earth oxide: 2.75wt% Dy 2 o 3 and 2wt% Ho 2 o 3 , which is in the shape of a micron-sized powder, is a commercially available product purchased from Minmetals Rare Earth (Ganzhou) Co., Ltd. Stir the two powders evenly in the mixer for 60 minutes, then pulverize them through an airflow mill, the...
Embodiment 3
[0026] In the vacuum induction furnace (600kg speed condensing furnace), vacuumize to less than 5Pa, start heating and melting, when the ingredients in the furnace turn red, close the vacuum valve, fill with argon gas, after the material is melted, refining and pouring into cast pieces, then turn off the power, wait for casting The temperature of the pieces is lower than 40°C, and the cast pieces are put into the hydrogen crushing furnace for hydrogen crushing, and the oxygen content of the hydrogen crushing powder is controlled to be lower than 1000PPM, and then heavy rare earth oxides: 3wt% Dy 2 o 3 +1wt%Ho 2 o 3 +1.5wt%Tb 4 o 7 , which is in the shape of a micron-sized powder, is a commercially available product purchased from Minmetals Rare Earth (Ganzhou) Co., Ltd. Stir the two powders evenly in the mixer for 60 minutes, then pulverize them through an airflow mill, the powder particle size is controlled at 3 μm, and add 2-5ml of gasoline per kilogram of powder for mi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



