

Powder metallurgy spring steel composite material and preparation method thereof
A powder metallurgy and composite material technology, applied in the field of powder metallurgy, to achieve the effects of improved wear resistance, good formability, and reduced subsequent processing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
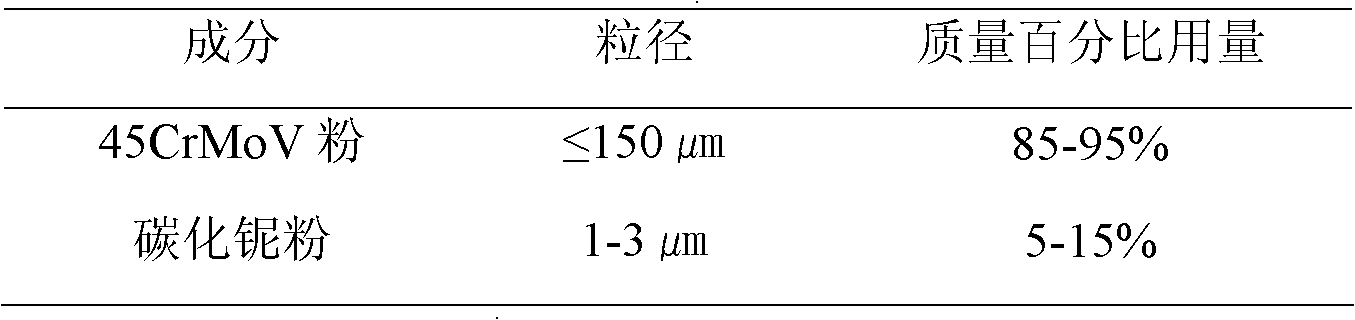
[0023] Step 1: Prepare materials
[0024] Prepare powder material according to the following ratio:
[0025]
[0026] Step 2: Mixing and ball milling
[0027] After at least 2 hours of dry mixing on the V-type mixer, high-energy ball milling for 15 hours, the ball milling medium is stainless steel balls with a diameter of 8 mm, the ball-to-material ratio is 10:1, the ball mill speed is 226 rpm, and argon is used as the protective gas. The particle size of NbC particles is 200nm-400nm, and the NbC particles are uniformly dispersed in the 45CrMoV spring steel matrix;
[0028] Step 3: Hot isostatic pressing sintering
[0029] Put the above powder in a stainless steel sheath, and evacuate until the vacuum degree is at least lower than 10 -1 After Pa, it is welded and sealed. After inspection and confirmation that the sheath is completely airtight, it is put into a hot isostatic pressing furnace for sintering. The sintering parameters are: temperature 1180°C, pressure 70MPa, ...
Embodiment 2
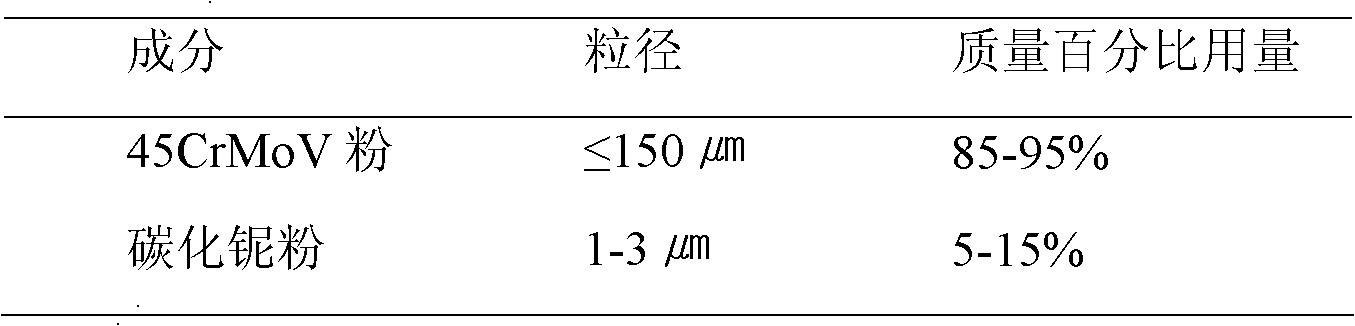
[0032] Step 1: Prepare materials
[0033] Prepare powder material according to the following ratio:
[0034]
[0035] Step 2: Mixing and ball milling
[0036] After at least 2 hours of dry mixing on the V-type mixer, high-energy ball milling was carried out for 20 hours. The ball milling medium was stainless steel balls with a diameter of 16 mm. The ball-to-material ratio was 15:1. The particle size of NbC particles is 200nm-400nm, and the NbC particles are uniformly dispersed in the 45CrMoV spring steel matrix;
[0037] Step 3: Hot isostatic pressing sintering
[0038] Put the above powder in a stainless steel sheath, and evacuate until the vacuum degree is at least lower than 10 -1 After Pa, it is welded and sealed. After inspection and confirmation that the sheath is completely airtight, it is put into a hot isostatic pressing furnace for sintering. The sintering parameters are: temperature 1120°C, pressure 100MPa, holding time 2h.
[0039] That is to say, the elasti...
Embodiment 3
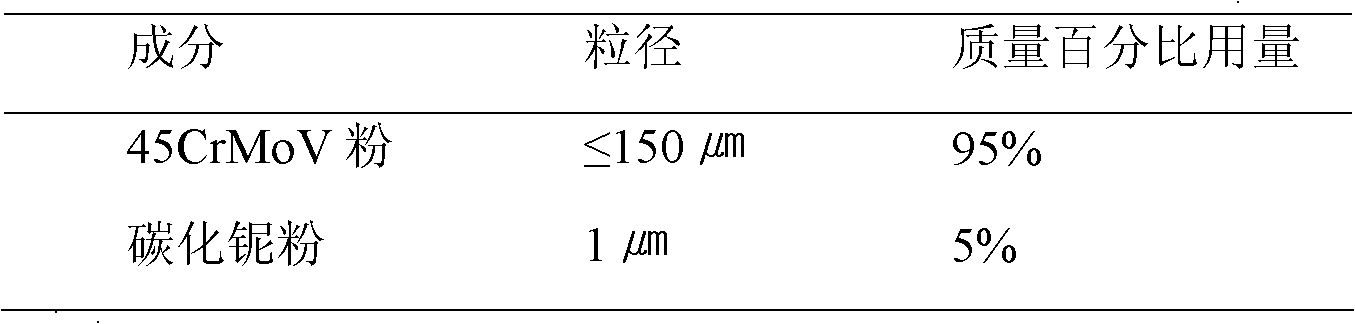
[0041] Step 1: Prepare materials
[0042] Prepare powder material according to the following ratio:
[0043]
[0044]
[0045] Step 2: Mixing and ball milling
[0046] After at least 2 hours of dry mixing on the V-type mixer, high-energy ball milling was performed for 10 hours. The ball milling medium was stainless steel balls with a diameter of 12 mm. The particle size of NbC particles is 200nm-400nm, and the NbC particles are uniformly dispersed in the 45CrMoV spring steel matrix;
[0047] Step 3: Hot isostatic pressing sintering
[0048] Put the above powder in a stainless steel sheath, and evacuate until the vacuum degree is at least lower than 10 -1 After Pa, it is welded and sealed. After inspection and confirmation that the sheath is completely airtight, it is put into a hot isostatic pressing furnace for sintering. The sintering parameters are: temperature 1150°C, pressure 80MPa, holding time 2.5h.
[0049] That is to say, the elastic tapered sleeve powder me...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| elastic modulus | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More