

Cored wire for electric arc spraying of amorphous and nano-crystalline anti-cavitation coating layer
A technology of amorphous nanocrystalline and powder core wire, which is applied in coating, metal material coating process, fusion spraying, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
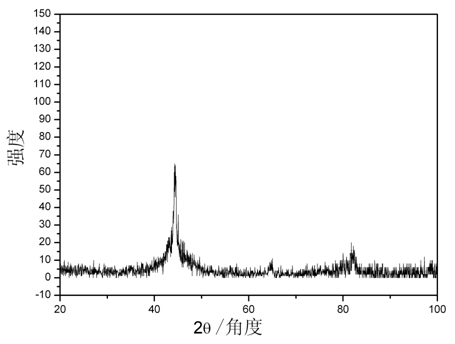
[0018] A low-carbon steel strip of 14×0.3mm (width 14mm, thickness 0.3mm) is selected. Tie it into a U shape first. Take four kinds of metal alloy powders according to mass percentage: 4% boron, 5% silicon, 5% phosphorus, 3% nickel, balance Fe, carry out weighing batching. Put the taken powder into the powder mixer and mix for 30 minutes, then put the mixed powder into the U-shaped low-carbon steel belt groove, and the filling rate is 38%. Then the U-shaped groove is closed, so that the powder is coated in it, and then the diameter is gradually reduced to Φ2mm through the wire drawing die. The finished wire is wound into a disc shape required by the factory, and after being measured and packaged, it becomes a product that can be shipped. The arc spray coating was prepared on the steel substrate roughened by sandblasting, the spraying voltage was 36V, the spraying current was 120A, the spraying distance was 200mm, and the spraying air pressure was 0.7MPa.
[0019] The X-ray ...
Embodiment 2
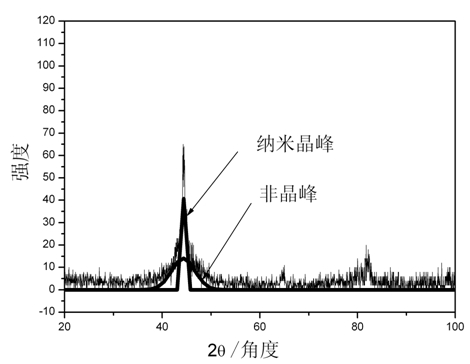
[0024] A low-carbon steel strip of 14×0.3mm (width 14mm, thickness 0.3mm) is selected. Tie it into a U shape first. Take four kinds of metal alloy powders according to mass percentage: 6% boron, 7% silicon, 7% phosphorus, 5% nickel, balance Fe, carry out weighing batching. Put the taken powder into the powder mixer and mix for 30 minutes, then put the mixed powder into the U-shaped low-carbon steel belt groove, and the filling rate is 40%. Then close the U-shaped groove so that the powder is coated in it, and then gradually reduce the diameter to Φ2mm finished wire through the wire drawing die. The finished wire is wound into a disc shape required by the factory, and after being measured and packaged, it becomes a product that can be shipped. The arc spray coating was prepared on the steel substrate roughened by sandblasting, the spraying voltage was 36V, the spraying current was 110A, the spraying distance was 200mm, and the spraying air pressure was 0.6MPa. The amorphous ...
Embodiment 3
[0026] A low-carbon steel strip of 14×0.3mm (width 14mm, thickness 0.3mm) is selected. Tie it into a U shape first. Take four kinds of metal alloy powders according to mass percentage: 2% boron, 3% silicon, 2% phosphorus, 2% nickel, balance Fe, carry out weighing batching. Put the taken powder into the powder mixer and mix for 30 minutes, then put the mixed powder into the U-shaped low-carbon steel belt groove, and the filling rate is 32%. Then close the U-shaped groove so that the powder is coated in it, and then gradually reduce the diameter to Φ2mm finished wire through the wire drawing die. The finished wire is wound into a disc shape required by the factory, and after being measured and packaged, it becomes a product that can be shipped. The arc spray coating was prepared on the steel substrate roughened by sandblasting, the spraying voltage was 34V, the spraying current was 120A, the spraying distance was 200mm, and the spraying air pressure was 0.7MPa. The amorphous ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| strength | aaaaa | aaaaa |
| microhardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More