

Method for connecting titanium-aluminum alloy turbine with 42CrMo steel shaft
A titanium-aluminum alloy and connection method technology, applied in welding equipment, welding equipment, auxiliary welding equipment, etc., can solve the problems of inability to meet strength requirements, low production efficiency, complex process, etc., to increase the effective contact area and improve the bonding. Strength, simple craftsmanship
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
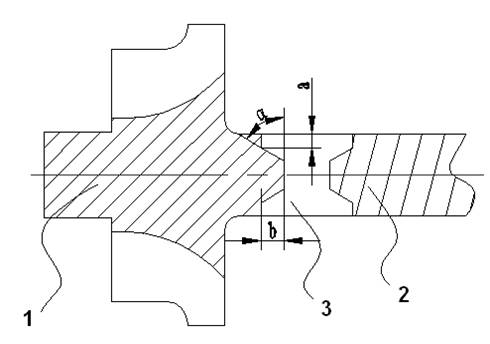
[0032] The titanium aluminum alloy adopts Ti-46Al-4Nb-0.6Cr-0.2Ni-0.2Si (atomic fraction), the steel shaft is 42CrMo steel shaft, and the intermediate transition shaft is made of Inconel713 superalloy. Firstly, as shown in Drawing 1, the joint surface of the titanium-aluminum alloy, Inconel713 alloy, and 42CrMo steel shaft is processed in place, the α angle is 30°, the shaft diameter is 20mm, and the groove size is (4+11)×2mm, that is, the convex The diameters of the upper and lower ends of the table are 4mm, 11mm, and the height is 2mm. During processing, the lathe spindle speed is selected to be 200 rpm, and the cutting depth is selected to be 0.2mm.
[0033] Friction welding of Inconel713 shaft and 42CrMo steel shaft: Clamp the Inconel713 shaft and 42CrMo steel shaft on the spindle end and fixture end of the C25 continuous drive friction welding machine respectively. The welding process parameters are: friction pressure 420MPa, upsetting pressure 580MPa, friction time 5 sec...
Embodiment 2
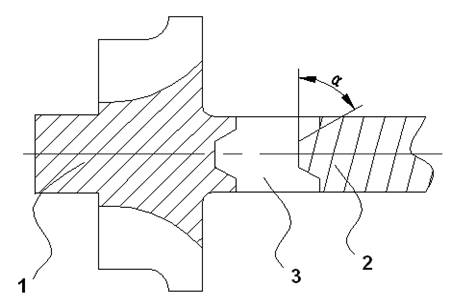
[0038] The titanium aluminum alloy adopts Ti-48Al-2Nb-0.7Cr-0.4Si (atomic fraction), the steel shaft is 42CrMo steel shaft, and the intermediate transition shaft is made of GH1016 superalloy. Firstly, as shown in Drawing 1, the joint surface of the titanium-aluminum alloy, GH1016 alloy, and 42CrMo steel shaft is processed in place, the α angle is 60°, the shaft diameter is 20mm, and the groove size is (6+10)×3.5mm, that is The diameters of the upper and lower end surfaces of the boss are 6mm and 10mm respectively, and the height is 3.5mm. During processing, the lathe spindle speed is selected to be 205 rpm, and the cutting depth is selected to be 0.3mm.
[0039] Friction welding of GH1016 shaft and 42CrMo steel shaft: Clamp the GH1016 shaft and 42CrMo steel shaft on the spindle end and fixture end of the C25 continuous drive friction welding machine respectively. The welding process parameters are: friction pressure 450MPa, upsetting pressure 600MPa, friction time 5 seconds, h...
Embodiment 3
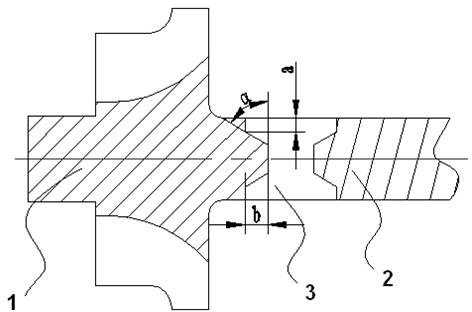
[0044] The titanium aluminum alloy adopts Ti-48Al-2Nb-0.7Cr-0.4Si (atomic fraction), the steel shaft is 42CrMo steel shaft, and the intermediate transition shaft is made of K403 cast superalloy. Firstly, as shown in drawing 1, the joint surface of the titanium-aluminum alloy, K403 alloy, and 42CrMo steel shaft is processed in place, the α angle is 60°, the shaft diameter is 20mm, and the groove size is (6+10)×3.5mm, that is The diameters of the upper and lower end surfaces of the boss are 6mm and 10mm respectively, and the height is 3.5mm. During processing, the lathe spindle speed is selected to be 200 rpm, and the cutting depth is selected to be 0.1mm.
[0045] Friction welding of K403 shaft and 42CrMo steel shaft: Clamp the K403 shaft and 42CrMo steel shaft on the spindle end and fixture end of the C25 continuous drive friction welding machine respectively. The welding process parameters are: friction pressure 450MPa, upsetting pressure 600MPa, friction time 5 seconds, hold...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More