

The Machining Method of the Wear-resistant Layer on the Bottom Arc of the Connecting Rod in the Hydraulic Motor
A technology of hydraulic motor and processing method, which is applied in the field of processing the wear-resistant layer of the bottom arc surface of the connecting rod in the hydraulic motor, which can solve the problems of reliability and service life of the work, poor low-speed performance and starting performance of the motor, and the volume of the hydraulic motor. Problems such as heavy weight and so on, to achieve the effect of improving mechanical transmission efficiency, reducing material consumption, and improving bearing capacity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
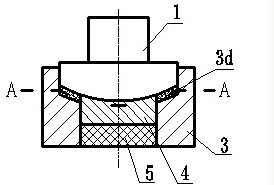
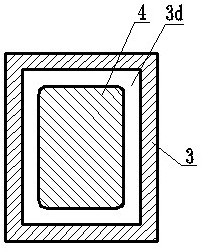
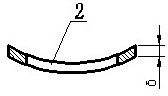
[0028] The metallurgical powder raw materials are prepared according to the weight percentage of copper 75%, tin 15%, and lead 10%, and the prepared mixture is put into a mixer and mixed uniformly to form a mixture. Put the mixed metallurgical powder mixture into the above-mentioned rectangular ring cavity 3d of the forming mold, and press the metallurgical powder mixture in the cavity 3d through the upper die 1 to form a rectangular ring-shaped wear-resistant layer 2 , The wear layer is 2.5mm, please refer to image 3 , Figure 4 .
[0029] Then the connecting rod is treated. First, remove the oxidized surface layer by pickling, use 15% dilute sulfuric acid solution, temperature 60℃, time 40 minutes; then use 8% NaOH solution or soda water for neutralization cleaning, neutralization cleaning time For 15 minutes, rinse with warm water and blow dry. Afterwards, electrolytic copper plating is performed, and a corresponding rectangular ring-shaped copper plating layer is formed...
Embodiment 2
[0033] The metallurgical powder raw materials are prepared according to the weight percentage of copper 80%, tin 12%, and lead 8%, and the prepared mixture is put into a mixer and mixed evenly to form a mixture. Put the mixed metallurgical powder mixture into the above-mentioned rectangular ring cavity 3d of the forming mold, and press the metallurgical powder mixture in the cavity 3d through the upper die 1 to form a rectangular ring-shaped wear-resistant layer 2 , The wear-resistant layer is 2.0mm, please refer to image 3 .
[0034] Next, the connecting rod is treated. First, remove the oxide surface layer by pickling, using 18% dilute sulfuric acid solution, temperature 50℃, time 35 minutes; then use 10% NaOH solution for neutralization and cleaning, and the neutralization cleaning time is For 18 minutes, rinse with warm water and blow dry. Afterwards, electrolytic copper plating is performed, and a corresponding rectangular ring-shaped copper plating layer is formed on ...
Embodiment 3
[0038] The metallurgical powder raw materials are prepared according to the weight percentage of copper 85%, tin 5%, and lead 10%, and the prepared mixture is put into a mixer and mixed evenly to form a mixture. Put the mixed metallurgical powder mixture into the above-mentioned rectangular ring cavity 3d of the forming mold, and press the metallurgical powder mixture in the cavity 3d through the upper die 1 to form a rectangular ring-shaped wear-resistant layer 2 , The wear layer is 2.2mm, please refer to image 3 .
[0039] Then the connecting rod is processed. First, remove the oxidized surface layer by pickling. Use a 20% dilute sulfuric acid solution at a temperature of 50°C for 30 minutes; then use a 12% NaOH solution for neutralization and cleaning. The neutralization cleaning time is For 20 minutes, rinse with warm water and blow dry. Afterwards, electrolytic copper plating is performed, and a corresponding rectangular ring-shaped copper plating layer is formed on th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More