

Method and apparatus for chromizing by alternating current field enhanced powder
An AC electric field and powder method technology, applied in the field of chemical heat treatment of metal parts surface, can solve the problems of increasing equipment cost, increasing process complexity and cost, inconvenient to process multiple small parts at the same time, etc., to improve efficiency and reaction rate. The effect of shortening the efficiency and holding time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0016] Material to be infiltrated: T12 carbon tool steel; composition of chromizing agent: chromium donor (ferrochrome, 30%), activator (ammonia chloride, 4%), loosening agent (charcoal, 2%), filler (carbonized silicon, balance).
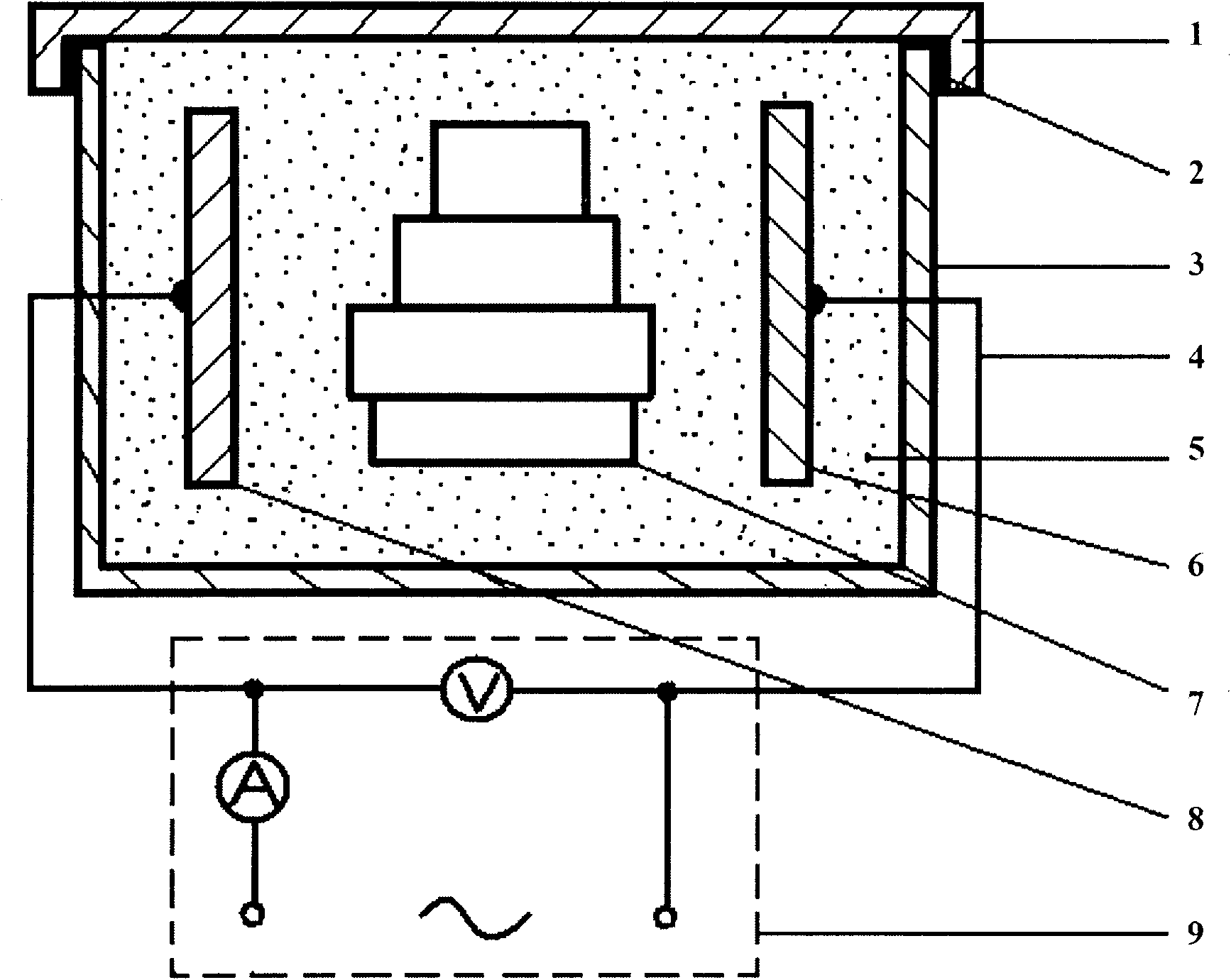
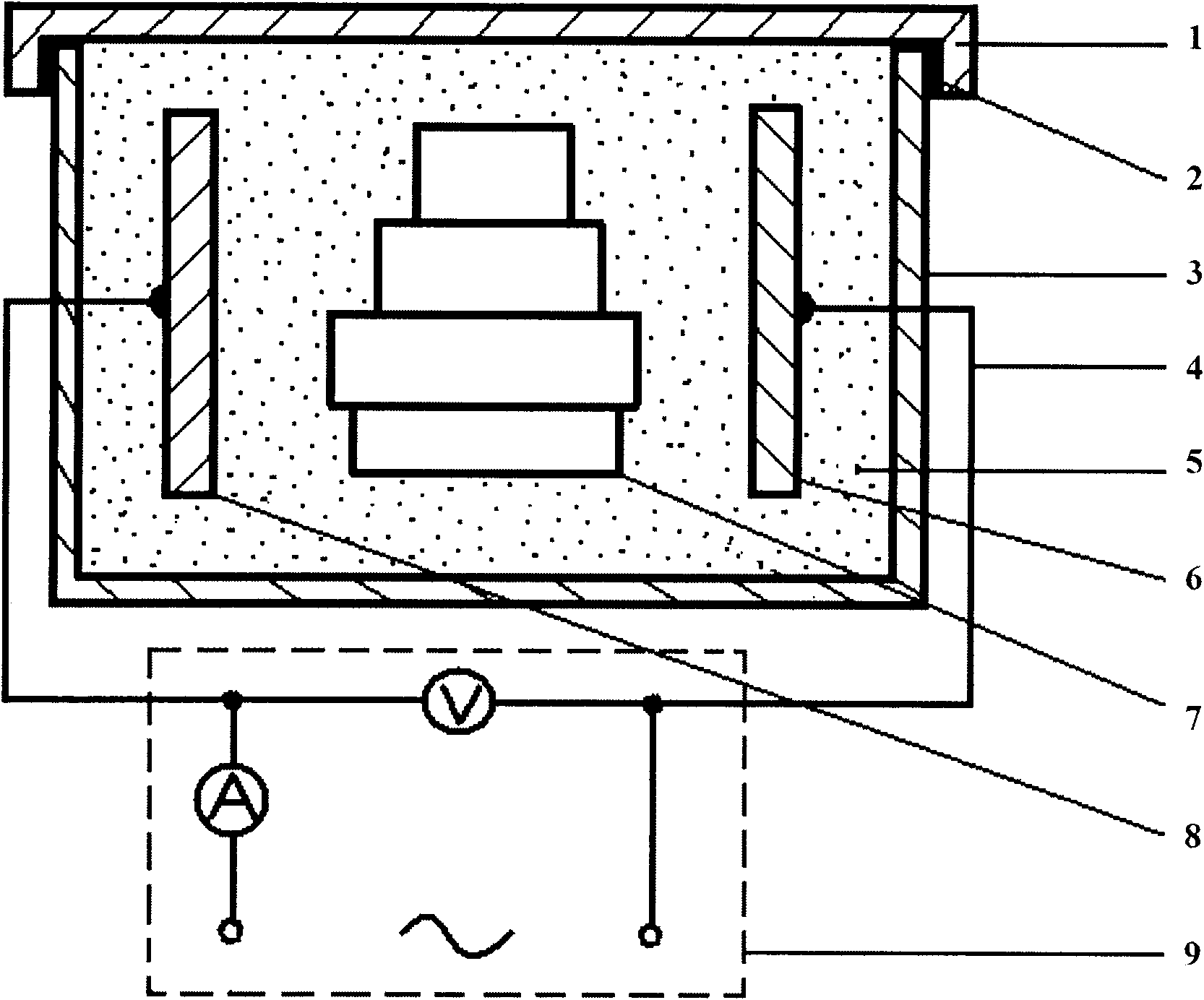
[0017] Place two plate electrodes (6), (8) in parallel in the solid powder chromizing agent (5) composed of the above substances, and the distance between the infiltrated sample (7) and the electrodes (6) and (8) on both sides is 15mm , the two electrodes (6), (8) are respectively connected to a 50Hz AC power system (9) whose voltage is continuously adjustable in the range of 0-250 volts, the electrodes (6), (8) and the infiltrated sample (7) Together with the powder chromizing agent (5), the refractory mud sealing material (2) is used to seal the infiltration box (3) with the infiltration box cover (1), and the infiltration box is placed in a box furnace for heating. The chromizing temperature: 800 ℃, when the furnace temperature reaches the set v...
Embodiment 2
[0020] Material to be infiltrated: T12 carbon tool steel; composition of chromizing agent: chromium donor (ferrochrome, 30%), activator (ammonia chloride, 4%), loosening agent (charcoal, 2%), filler (carbonized silicon, balance).
[0021] The chromizing method and device are the same as in Example 1, chromizing temperature: 700°C, chromizing time 4 hours, the distance between the sample to be infiltrated and the plate electrodes on both sides is 15mm, and a 50Hz AC electric field of 4A is applied between the plate electrodes. Test results: T12 carbon tool steel obtains a 12μm chromizing layer; while using the same formulation of the chromizing agent, using the existing conventional powder chromizing process, the same chromizing at 700 ° C for 4 hours, basically no chromizing layer is formed.
Embodiment 3
[0023] Material to be infiltrated: T8 carbon tool steel; composition of chromizing agent: chromium donor (ferrochrome, 25%), activator (ammonia chloride, 2%; potassium fluoroborate, 2%), loosening agent (charcoal, 2%) %), filler (silicon carbide, balance).
[0024] The chromizing method and device are the same as in Example 1, chromizing temperature: 800°C, chromizing time 4 hours, the distance between the sample to be infiltrated and the plate electrodes on both sides is 15mm, and an 8A 50Hz AC electric field is applied between the plate electrodes. Test results: T8 carbon tool steel obtains a 28μm chromizing layer; while using the same formulation of the chromizing agent, using the existing conventional powder chromizing process, the same 800 ° C × 4 hours of chromizing, the thickness of the chromizing layer is only about 12 μm .
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More