

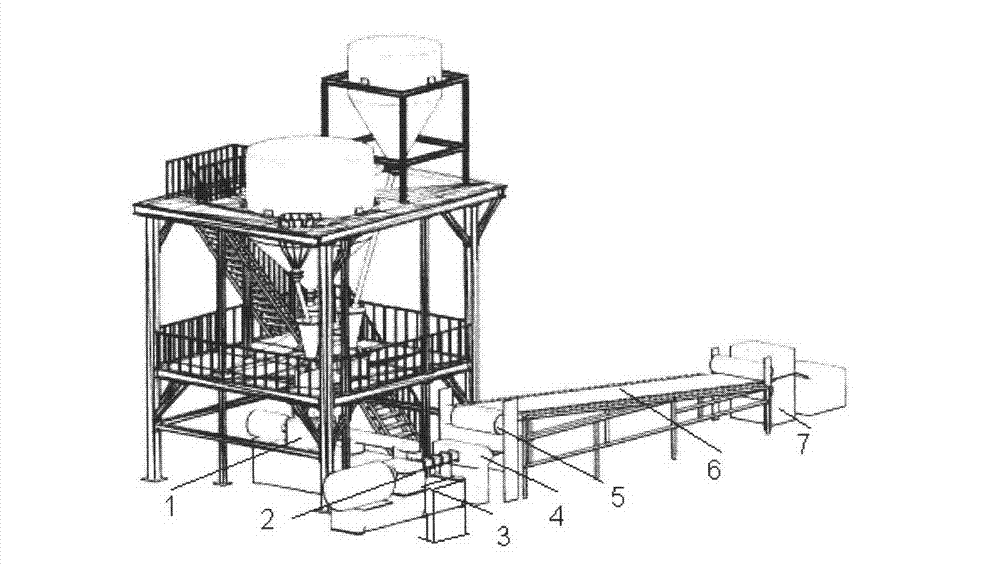
One-step forming device for long glass fiber reinforced thermoplastic plastic plate
A technology for enhancing thermoplastic and plastic sheets, which can be applied to other household appliances, household appliances, flat products, etc., and can solve problems such as difficult structural uses
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
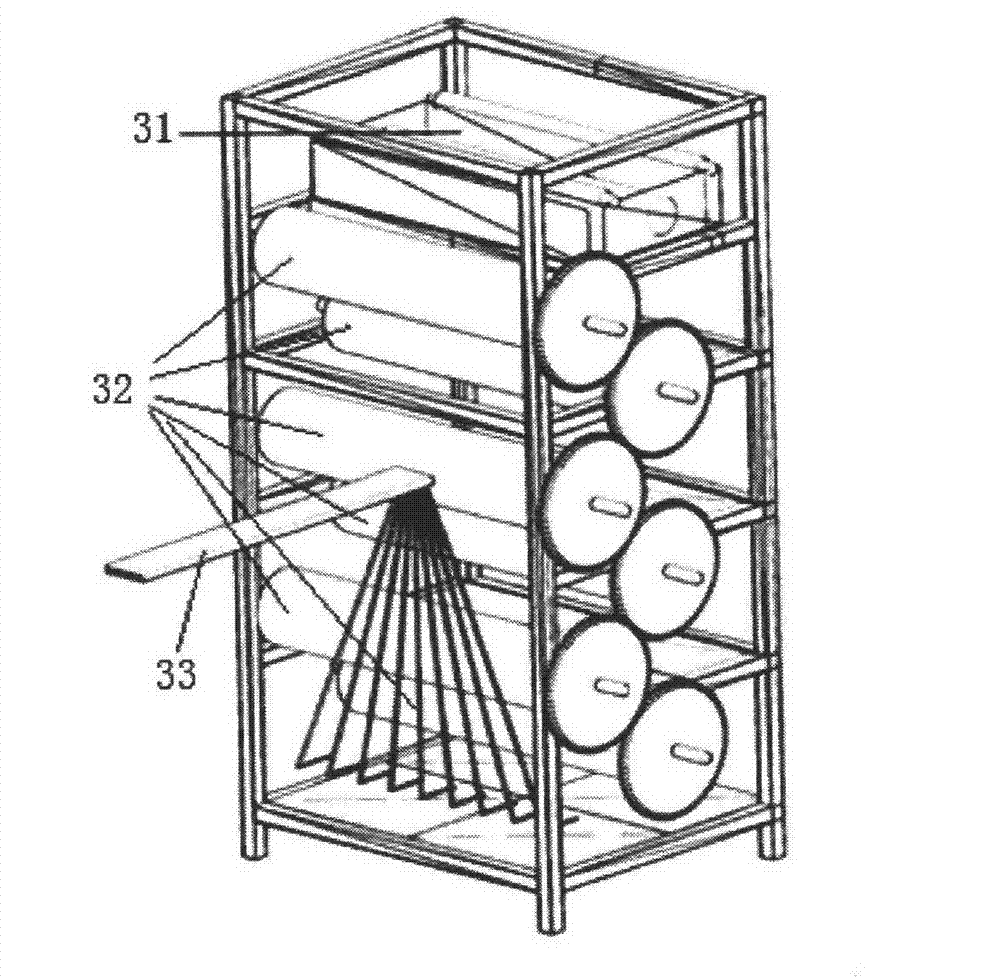
[0018] A vertically arranged two-stage twin-screw extruder is adopted. The first-stage co-rotating twin-screw extruder is divided into 10 temperature control zones, the screw diameter is 30mm, and the L / D is 38. The second-stage counter-rotating parallel twin-screw extruder The extruder is divided into 6 temperature control zones, the diameter of the screw is 38mm, and the L / D is 18. The measured polypropylene and additives are fed into the first-stage co-rotating twin-screw extruder, and the glass fiber roving (accounting for thermoplastic 10% of the mass of the plastic) is introduced into the coupling agent infiltration tank on the surface treatment machine, passed through 8 hot rollers (100°C) and stayed for 15 minutes, and then fed into the third zone of the second-stage twin-screw, the glass fiber is cut and opened loose, and evenly mixed with the material sent by the first-stage co-rotating twin-screw extruder, extruded by the second-stage twin-screw coat hanger die (head...
Embodiment 2
[0021] A vertically arranged two-stage twin-screw extruder is adopted. The first-stage co-rotating twin-screw extruder is divided into 10 temperature control zones, the screw diameter is 30mm, and the L / D is 38. The second-stage counter-rotating parallel twin-screw extruder The extruder is divided into 6 temperature control zones, the diameter of the screw is 38mm, and the L / D is 18. The measured polypropylene and additives are fed into the first-stage co-rotating twin-screw extruder, and the glass fiber roving (accounting for thermoplastic 10% of the mass of the plastic) is introduced into the coupling agent infiltration tank on the surface treatment machine, passed through 8 hot rollers (100°C) and stayed for 15 minutes, and then fed into the third zone of the second-stage twin-screw, the glass fiber is cut and opened loose, and evenly mixed with the material sent by the first-stage co-rotating twin-screw extruder, extruded by the second-stage twin-screw coat hanger die (head...
Embodiment 3
[0024]A vertically arranged two-stage twin-screw extruder is adopted. The first-stage co-rotating twin-screw extruder is divided into 9 temperature control zones, the screw diameter is 65mm, L / D is 40, and the second-stage counter-rotating parallel twin-screw extruder The extruder is divided into 4 temperature control zones, the diameter of the screw is 75mm, and the L / D is 9. The measured polyvinyl chloride, additives, and activated calcium carbonate are fed into the first-stage co-rotating twin-screw extruder. The roving (accounting for 10% of the mass of thermoplastic) is introduced into the coupling agent infiltration tank on the surface treatment machine, passed through 6 hot rollers (110°C) for 10 minutes, and then fed into the second stage of the twin-screw zone 2, glass fiber After being sheared, loosened, and evenly mixed with the materials sent by the first-stage co-rotating twin-screw extruder, it is extruded by the second-stage twin-screw coat hanger die head (head ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Screw diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More