

Method for casting air sucking valve steel casting part
A technology for steel castings and exhaust valves, which is applied in the direction of casting molding equipment, casting molds, and casting mold components. Small thermal crack phenomenon, excellent surface quality, and the effect of improving yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
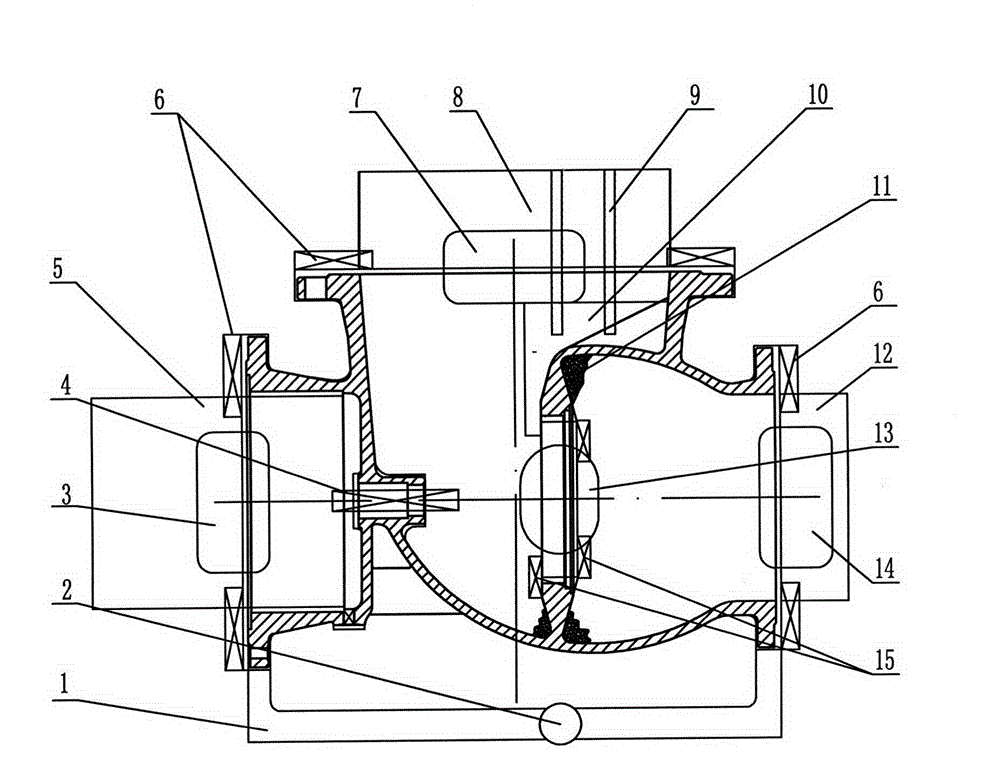
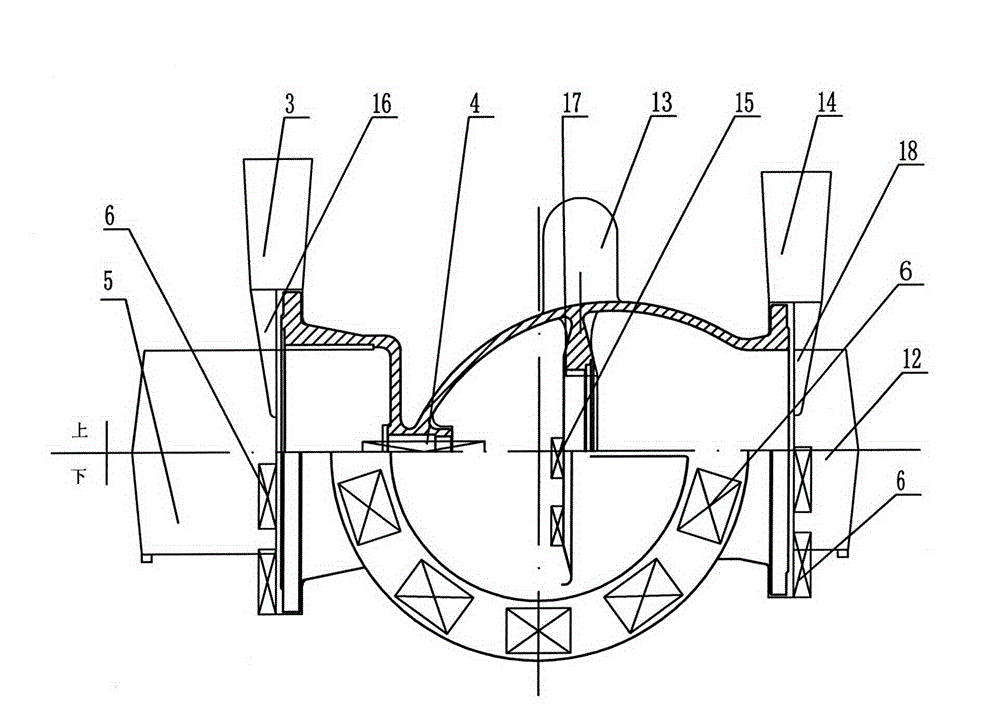
[0016] See figure 1 , 2 As shown, the casting method of the air extraction valve valve casing steel casting of the present invention includes making metal molds, moulding, core making, box closing, charge smelting, pouring, cooling and casting cleaning.
[0017] (1) Use the central section of the flange hole on the first side and the flange hole on the second side of the casting as the upper and lower parting surfaces to make a metal mold, make the upper and lower molds with water glass quartz sand, and release the mold after hardening with carbon dioxide gas , and brush zircon powder paint on the upper and lower surface. Use water glass limestone sand as the back sand of the sand core, and water glass quartz sand as the face sand of the sand core to make sand cores. The back sand is filled in the face sand, and the thickness of the face sand is controlled at 20-50mm. For example, the thickness of the face sand is controlled at 22mm. , 25mm, 30mm, 35mm, 40mm or 45mm, etc., c...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More