

Technique method for filling spot welding stainless steel high-entropy alloy powder and for filling spot welding stainless steel with high-entropy alloy powder
A powder filling point and high-entropy alloy technology, which is applied in metal processing equipment, welding equipment, manufacturing tools, etc., can solve the problems of thin wafers that are not too conductive, increase equipment consumption, and reduce corrosion resistance, and achieve ideal Engineering practical significance, improvement of metallurgical behavior, effect of low cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
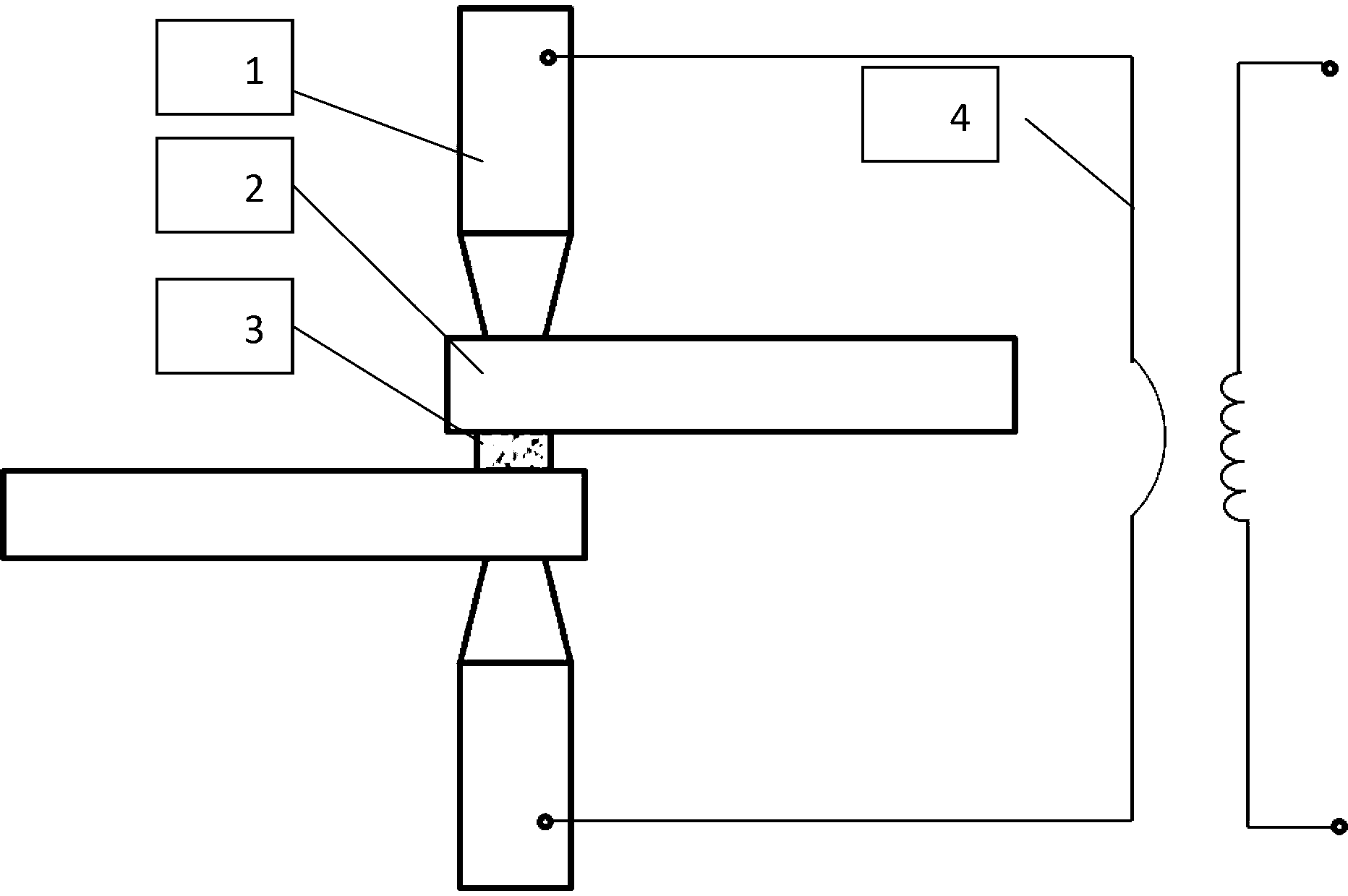
[0032] The clamping of the materials to be welded is as follows: figure 1 As shown, it is a single pulse current welding process. The 304 stainless steel workpiece 2 is the overlapping joint of two flat plates with a thickness of 0.8 mm. The high entropy alloy powder 200 mesh AlFeCuCoNiTiCr 0.1 After the medium is evenly mixed with acetone, it is evenly sprayed on the surface of the stainless steel workpiece 2 to be welded by a pressure sprayer to form a powder medium filling layer 3 . Set the four main welding parameters as follows: welding current I=12000A, electrode pressure F=1860N, welding current duration t2=1.3s. After the acetone in the powder filling layer is volatilized, the flat workpieces to be welded are overlapped and clamped between the upper and lower electrodes 1 . Aim the protective gas nozzle at the welding area, turn on the argon gas protection, and the gas flow rate is 3L / min. Apply electrode pressure to make the workpieces to be welded tightly. Maint...
Embodiment 2
[0034] The clamping of the materials to be welded is as follows: figure 1 As shown, it is a single pulse current welding process. The 304 stainless steel workpiece 2 is the overlapping joint of two flat plates with a thickness of 0.4 mm. The high entropy alloy powder 250 mesh AlFeCuCoNiTiCr 0.15 After the medium is evenly mixed with alcohol, it is evenly sprayed on the surface of the stainless steel workpiece 2 to be welded by a pressure sprayer to form a powder medium filling layer 3 . Set the four main welding parameters as follows: welding current I=10000A, electrode pressure F=1560N, welding current duration t2=1.3s. After the acetone in the powder filling layer is volatilized, the flat workpieces to be welded are overlapped and clamped between the upper and lower electrodes 1 . Aim the protective gas nozzle at the welding area, turn on the argon gas protection, and the gas flow rate is 4L / min. Apply electrode pressure to make the workpieces to be welded tightly. Main...
Embodiment 3
[0036] The clamping of the materials to be welded is as follows: figure 1 As shown, it is a single pulse current welding process. The 304 stainless steel workpiece 2 is the overlapping joint of two flat plate structures with a thickness of 1mm. The high entropy alloy powder 300 mesh AlFeCuCoNiTiCr 0.2 After the medium is evenly mixed with alcohol, it is evenly sprayed on the surface of the stainless steel workpiece 2 to be welded by a pressure sprayer to form a powder medium filling layer 3 . Set the four main welding parameters as follows: welding current I=13000A, electrode pressure F=1960N, welding current duration t2=1.3s. After the acetone in the powder filling layer is volatilized, the flat workpieces to be welded are overlapped and clamped between the upper and lower electrodes 1 . Aim the protective gas nozzle at the welding area, turn on the argon gas protection, and the gas flow rate is 4L / min. Apply electrode pressure to make the workpieces to be welded tightly....
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More