

High-thermal conductivity high-abrasion resistance hot stamping die steel and preparation method thereof
A technology of hot stamping die and thermal conductivity, which is applied in the field of high thermal conductivity and high wear-resistant hot stamping die steel and its preparation, and can solve problems such as reducing thermal conductivity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0071] Present embodiment has produced a kind of steel, and its concrete composition is as follows:
[0072] C: 0.45%;
[0073] Si: 0.15%;
[0074] Mn: 0.12%;
[0075] W: 2.55%;
[0076] Mo: 2.6%;
[0077] Cr: 0.18%;
[0078] V: 0.67%;
[0079] The rest is Fe and unavoidable impurity elements, S: ≤0.03% in impurity elements; P: ≤0.03%;
[0080] The preparation process and heat treatment process are as follows:
[0081] (a) Smelting: After the alloy is designed according to the above composition, it is smelted according to the traditional method, and the batch material in the above formula is placed in the electric furnace and smelted at a temperature of 1530°C; then the steel ingot is poured and enters the next step for use ;
[0082] (b) Electroslag remelting: voltage 50V, current 2800A, melting speed 11mm / min, molten pool depth 50mm, electroslag ingot specification Φ120. After electroslag remelting, the content of gas and inclusions can be reduced, and a steel ingot...
Embodiment 2
[0090] Present embodiment has produced a kind of steel, and its concrete composition is as follows:
[0091] C: 0.50%;
[0092] Si: 0.08%;
[0093] Mn: 0.15%;
[0094] W: 1.8%;
[0095] Mo: 2.5%;
[0096] Cr: 0.08%;
[0097] V: 0.8%;
[0098] The rest is Fe and unavoidable impurity elements, S: ≤0.05% in impurity elements; P: ≤0.03%;
[0099] The preparation process and heat treatment process are as follows:
[0100] (a) Smelting: After the alloy is designed according to the above composition, it is smelted according to the traditional method. The batch materials in the above formula are placed in the electric furnace and smelted at a temperature above 1500°C; then the steel ingot is poured and enters the next step to be use;
[0101] (b) Electroslag remelting: The electroslag remelting process is a voltage of 50V, a current of 2800A, a melting speed of 11mm / min, a depth of molten pool of 50mm, and an electroslag ingot specification of Φ120. After electroslag remeltin...
Embodiment 3
[0109] Present embodiment has produced a kind of steel, and its concrete composition is as follows:
[0110] C: 0.48%;
[0111] Si: 0.12%;
[0112] Mn: 0.15%;
[0113] W: 1.8%;
[0114] Mo: 2.7%;
[0115] Cr: 0.18%;
[0116] V: 0.54%;
[0117] The rest is Fe and unavoidable impurity elements, S: ≤0.03% in impurity elements; P: ≤0.03%;
[0118] The preparation process and heat treatment process are as follows:
[0119] (a) Smelting: After the alloy is designed according to the above composition, it is smelted according to the traditional method. The batch materials in the above formula are placed in the electric furnace and smelted at a temperature above 1500°C; then the steel ingot is poured and enters the next step to be use;
[0120](b) Electroslag remelting: The electroslag remelting process is a voltage of 50V, a current of 2800A, a melting speed of 11mm / min, a depth of molten pool of 50mm, and an electroslag ingot specification of Φ120. After electroslag remeltin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Hardness value | aaaaa | aaaaa |
| Impact toughness value | aaaaa | aaaaa |
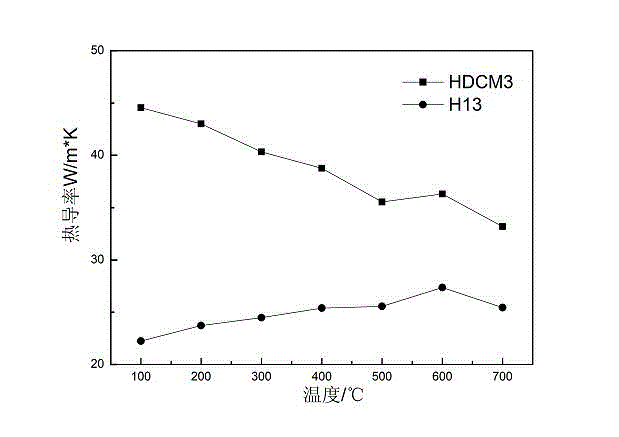
| Thermal conductivity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More