

Laser-electric arc composite spot welding method for pulsed wire feeding
A technology of pulsating wire feeding and recombination points, which is applied in welding equipment, metal processing equipment, manufacturing tools, etc., can solve the problems of easy formation of air holes or cavities in keyholes, small diameter of solder joint fusion surface, low energy utilization solder joints, etc. , to achieve the effects of reducing slump defects, improving utilization, and increasing the range of energy action
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
[0023] Specific embodiment one: a kind of pulsating wire-feeding laser-arc compound spot welding method of this embodiment is carried out as follows:
[0024] Step 1: Before welding, grind or clean the surface of the workpiece to be welded, and fix the polished or cleaned workpiece to be welded on the welding fixture;
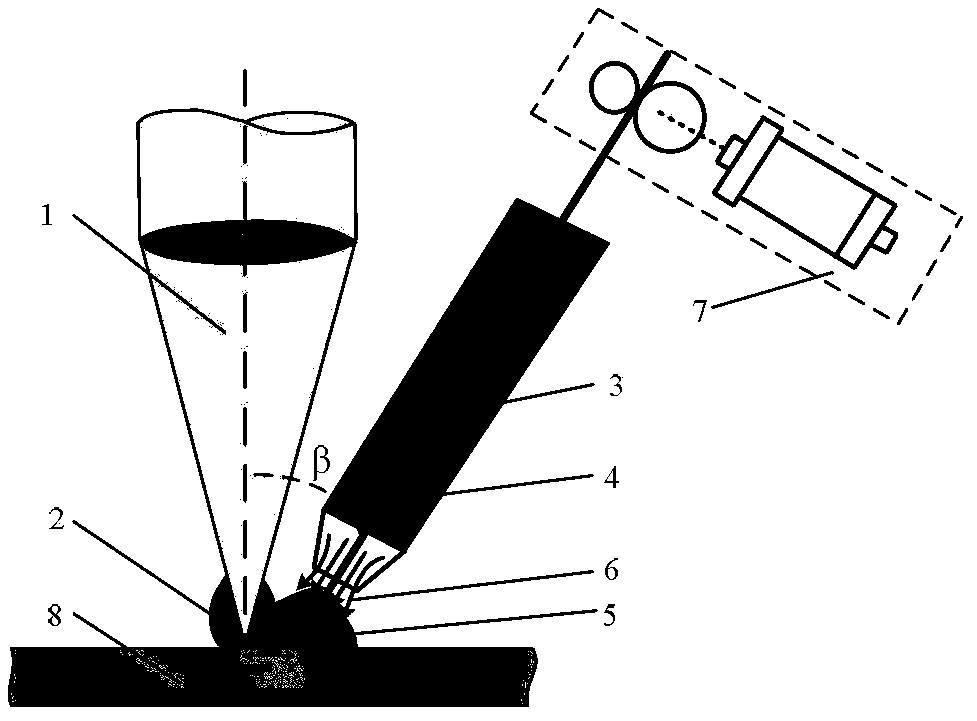
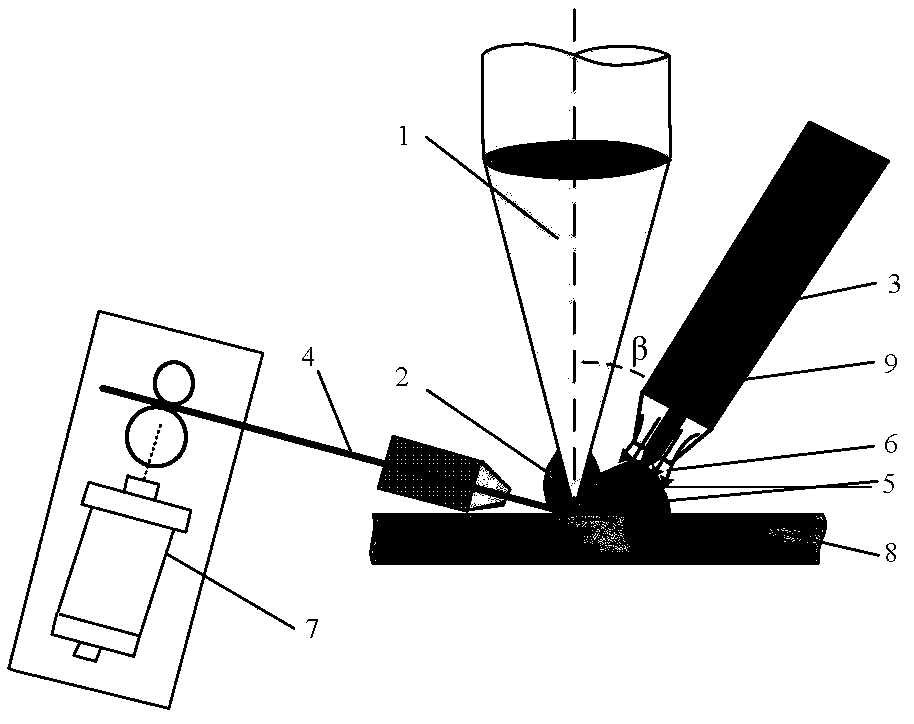
[0025] Step 2: Adjust the position and angle of the laser welding head of the laser and the arc welding torch of the arc welding, so that the laser beam is vertically incident on the surface of the workpiece. The included angle between directions is 30°~45°;
[0026] Step 3: Set the laser-arc composite spot welding process parameters, the laser power P is 0.5kW-10kW, the arc current I is 30A-400A, and the spot welding time t is 0.5s-10s;
[0027] Step 4: Set the wire feeding parameters of the wire feeding machine, the wire feeding speed v is 0.1m / min~2m / min, and the wire drawing speed is 0.1m / min~1m / min;
[0028] Step 5: Start the control switch to carry out ...
specific Embodiment approach 2
[0033] Specific embodiment 2: The difference between this embodiment and specific embodiment 1 is that the difference between this embodiment and specific embodiments 1 to 8 is that the laser described in step 2 is CO 2 laser, YAG laser, fiber laser or semiconductor laser. Others are the same as in the first embodiment.
specific Embodiment approach 3
[0034] Specific implementation mode three: combination figure 1 The difference between this embodiment and specific embodiments 1 to 3 is that the arc welding described in step 2 is gas metal arc welding (GMA welding) or tungsten inert gas arc welding (TIG welding). Others are the same as in the first or second embodiment.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More