

Heat treatment method of WC-Co-Ni3Al hard alloy
A heat treatment method, the technology of wc-co-ni3al, is applied in the field of heat treatment of WC-Co cemented carbide, which can solve problems such as affecting the properties of the alloy, and achieve the effects of simple operation, obvious strengthening effect, and avoiding difficult cleaning and environmental pollution.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
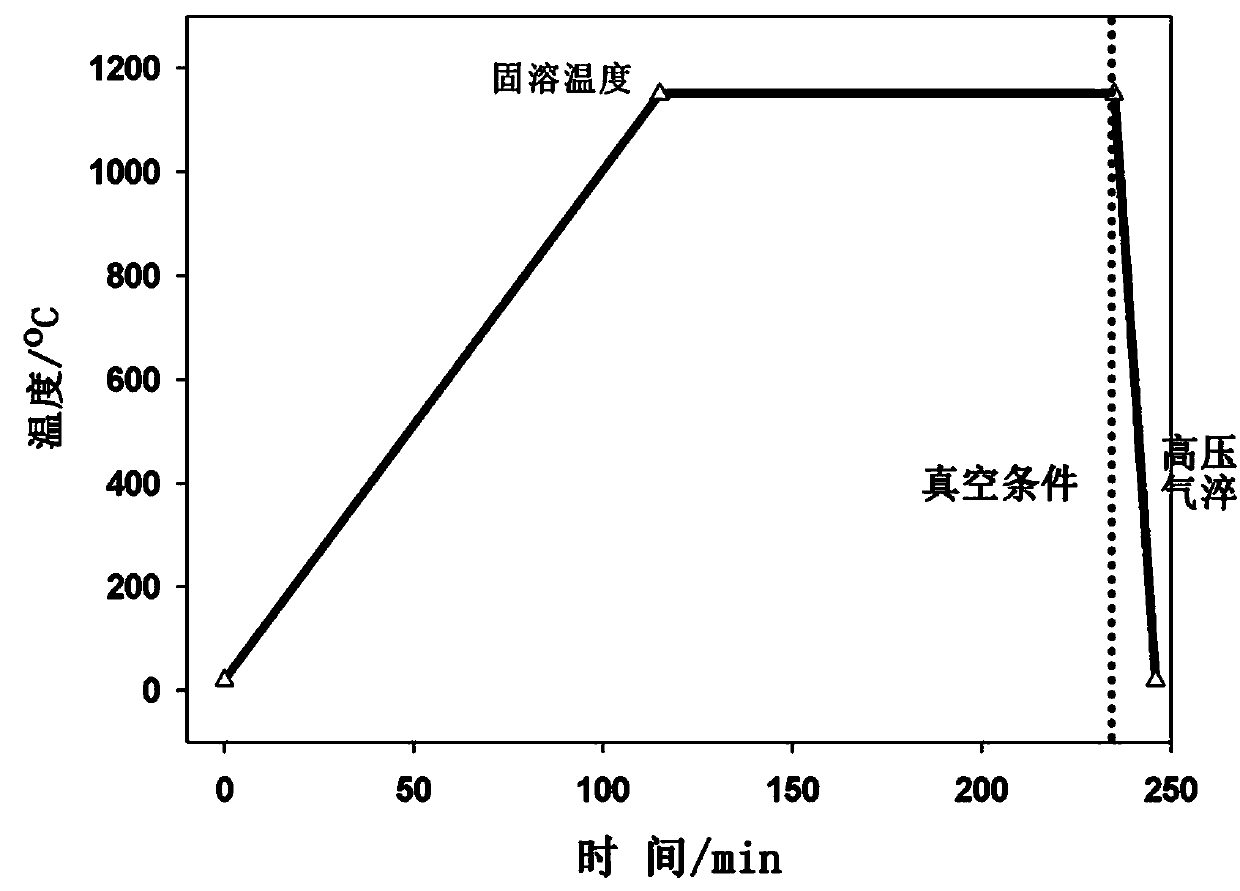
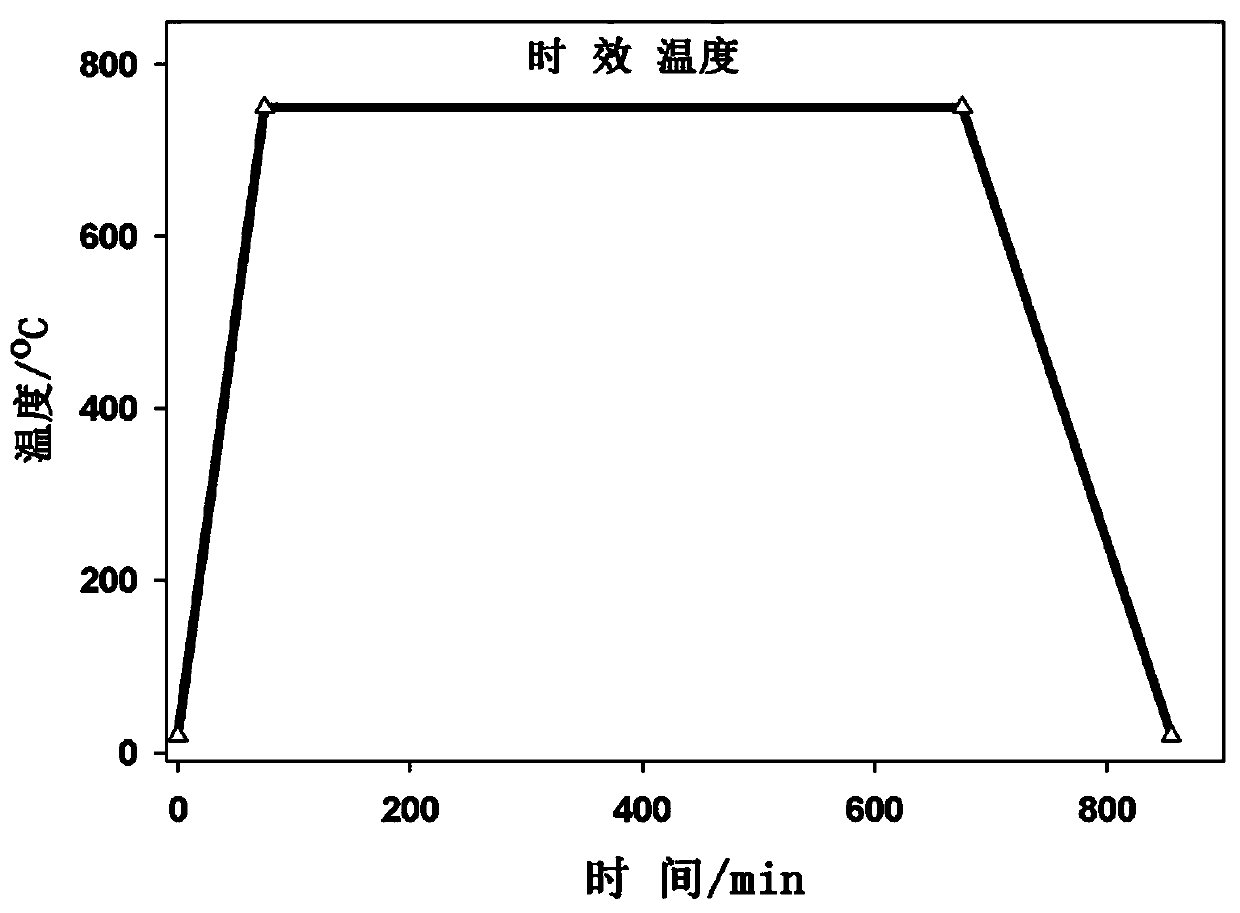
[0022] Embodiment 1: as figure 1 As shown, the binder phase content of 10vol% WC-Co-Ni 3 Al cemented carbide is rapidly heated to 1300°C at a rate of 30°C / min under vacuum conditions, and then heat-preserved for 10 minutes for solution treatment; 2 . Cool to room temperature at a cooling rate of 100 °C / min; then, heat to 600 °C under vacuum at a rate of 30 °C / min, hold for 50 hours for aging treatment; then slowly cool to room temperature.
[0023] The three-point bending method was used to separate the WC-Co-Ni 3 The strength was measured before and after Al heat treatment (WC-Co was the reference sample). from Figure 4 It can be seen that for alloys with the same binder phase content, the WC-Co-Ni after the heat treatment method of the present invention 3 The flexural strength of Al cemented carbide is significantly higher than that of its unheated WC-Co-Ni 3 Al cemented carbide.
[0024] to WC-Co-Ni 3 The binder phase of Al cemented carbide before and after heat tre...
Embodiment 2
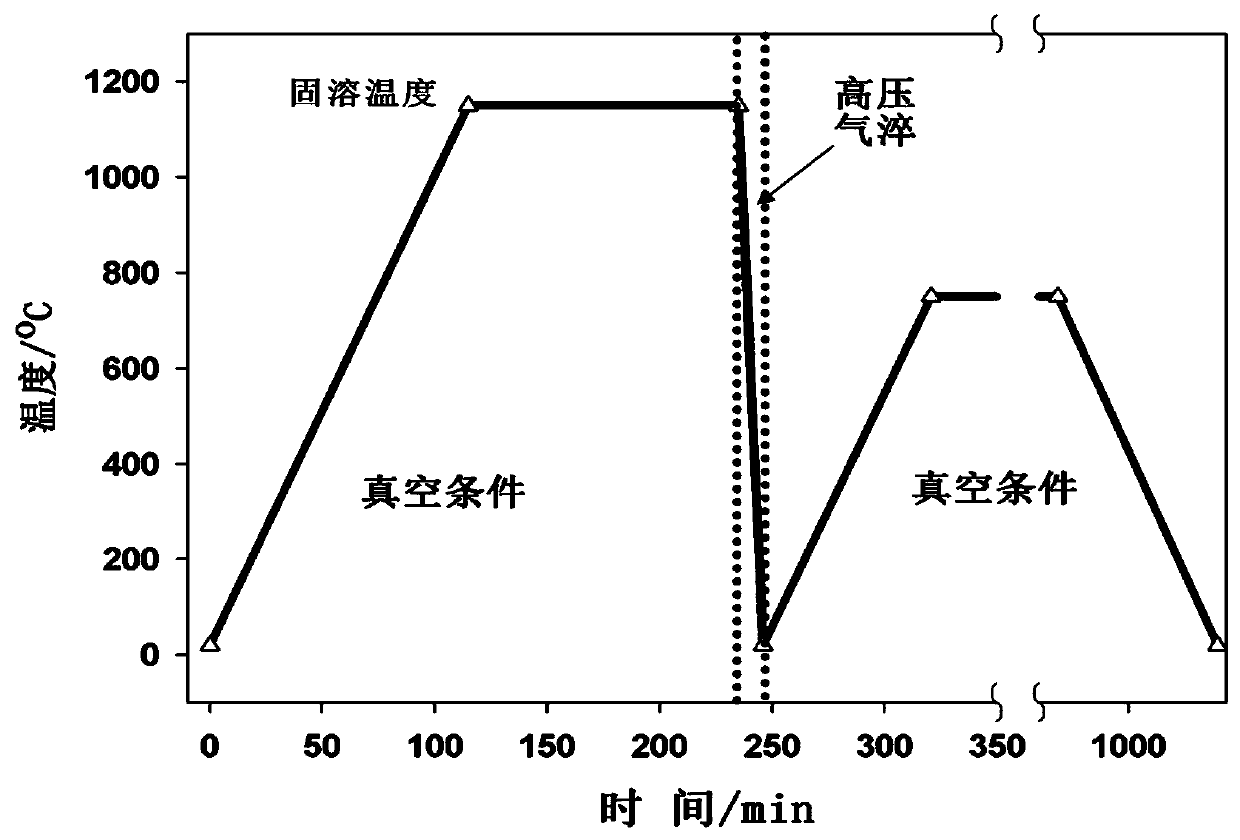
[0026] Embodiment 2: as image 3 As shown, the binder phase content of 10vol% WC-Co-Ni 3 Al cemented carbide is rapidly heated to 1300°C at a rate of 30°C / min under vacuum conditions, and then heat-preserved for 10 minutes for solution treatment; 2 . Cool to room temperature at a cooling rate of 100 °C / min; then heat to 600 °C under vacuum at a rate of 30 °C / min, hold for 50 hours for aging treatment; then slowly cool to room temperature.
[0027] The three-point bending method was used to separate the WC-Co-Ni 3 The strength was measured before and after Al heat treatment (WC-Co was the reference sample). from Figure 4 It can be seen that for alloys with the same binder phase content, the WC-Co-Ni after the heat treatment method of the present invention 3 The flexural strength of Al cemented carbide is significantly higher than that of its unheated WC-Co-Ni 3 Al cemented carbide.
[0028] to WC-Co-Ni 3 The binder phase of Al cemented carbide before and after heat tre...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More