Quantitative lubrication method for magnesium alloy sheet rolling process
A rolling process, magnesium alloy technology, applied in the direction of metal rolling, metal rolling, rolling mill control devices, etc., can solve the problems of affecting biting, cracks on the plate surface, affecting normal rolling, etc., and achieve the effect of reducing burning loss
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
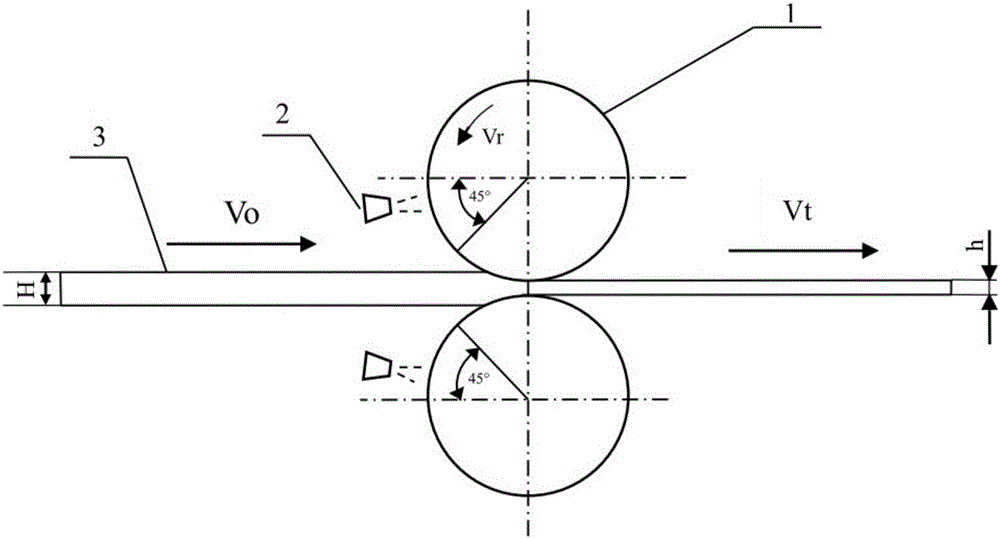
[0095] It is known that the size of the AZ31 magnesium alloy rough-rolled slab is 2000×600×10(㎜), the rolling temperature is 400°C, the reduction specification is 10-8.0-7.8-6.63-6.0, the rolling mill speed Vr=1.0m / s, the plate The entrance speed is approximately calculated by Vo=Vr / λ, and the selection and calculation of other parameters refer to the aforementioned method; the temperature of the roll during rolling is 200-250°C. Lubricating oil with No. 10 engine oil plus additives, specific gravity 0.9g / ㎝ 3 , the coefficient n is selected as 1, and the calculation results of quantitative fuel supply are shown in Table 1.
[0096] Quantitative supply regulation of lubricating oil for magnesium alloy rough rolling Table 1
[0097]
[0098] Among them, R 12 Refers to R 1 = R 2 = R 12 , calculated by taking the roughness of the roll.
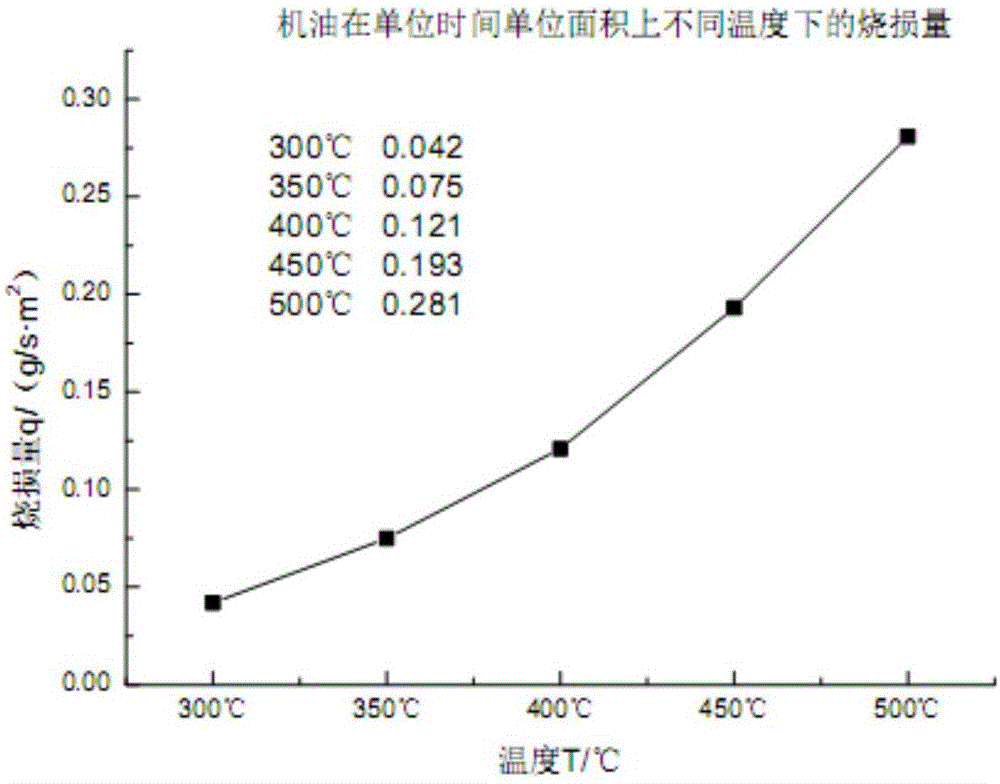
[0099] (Note: Since full oil lubrication will cause combustion at high temperature, emulsion lubrication can be used above 450°C.)
Embodiment 2
[0101] It is known that the size of the AZ31 magnesium alloy finish rolling slab is 3000×600×6.0, the rolling temperature is 350°C, the maximum pass processing rate does not exceed 10%, the reduction specification is 6.0-5.4-4.9-4.5-4.2-4.0, the roll speed Vr=1.0m / s, the plate entrance velocity is approximately calculated by Vo=Vr / λ, and the selection and calculation of other parameters refer to the above method; the temperature of the roll during rolling is 200-250°C. Lubricant with No. 10 engine oil plus additives, specific gravity 0.9g / ㎝ 3 , the coefficient n is selected as 1, and the calculation results of quantitative fuel supply are shown in Table 2.
[0102] Quantitative supply regulations for magnesium alloy medium rolling lubricating oil Table 2
[0103]
[0104]
[0105] Among them, R 12 Refers to R 1 = R 2 = R 12 , calculated by taking the roughness of the roll.
[0106] (Note: Since full oil lubrication will cause combustion at high temperature, emulsio...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More