

Extrusion method of metal composite board
A technology of metal compounding and extrusion method, which is applied in the field of metals and alloys, can solve the problems of composite materials such as uneven transverse structure and performance, serious anisotropy, and failure to meet the requirements of use.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0030] The extrusion method of the metal composite plate in this embodiment comprises the following steps:
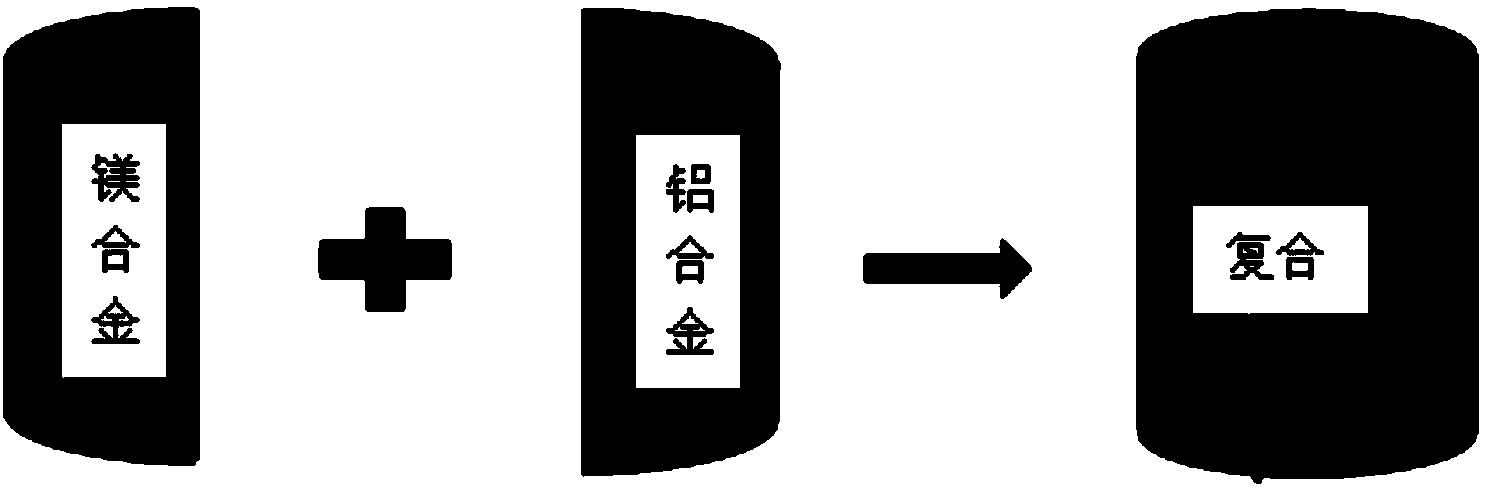
[0031] 1) Take two cylindrical magnesium alloy ingots and aluminum alloy ingots of the same size and cut them along the central axis;
[0032] 2) Cleaning step 1) The cut surface of the obtained semi-cylindrical magnesium alloy and aluminum alloy ingot is polished to smooth and smooth;
[0033] 3) stack the semi-cylindrical magnesium alloy and aluminum alloy ingots after step 2) grinding (the cutting planes are opposite, such as figure 1 shown) and fixed with aluminum wire (to avoid macroscopic relative sliding during extrusion);
[0034] 4) Heating the complex in step 3) to 380° C. for 1 hour and then placing it in an extrusion device for extrusion;
[0035] 5) Tempering at 400° C. to obtain the extruded plate in step 4) to obtain a product.
Embodiment 2
[0037] The extrusion method of the metal composite plate in this embodiment comprises the following steps:
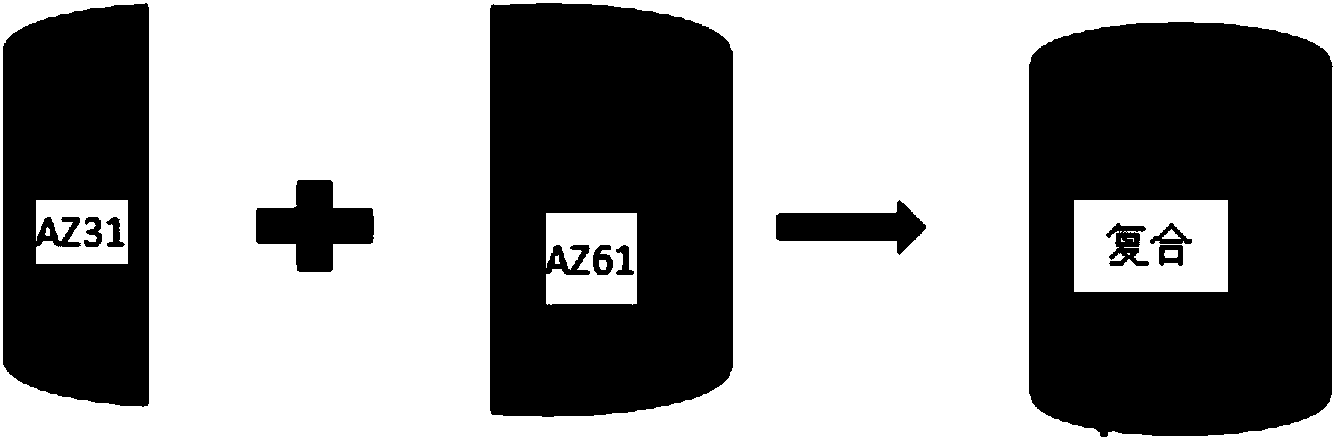
[0038] 1) Take two semi-cylindrical AZ31 magnesium alloy ingots and AZ61 magnesium alloy ingots respectively (the two ingots have the same length, diameter, and cross-sectional chord length, but different volumes);
[0039] 2) Cleaning step 1) The cut surface of the obtained semi-cylindrical AZ31 magnesium alloy ingot and AZ61 magnesium alloy ingot is polished to smooth and smooth;
[0040] 3) stack the semi-cylindrical AZ31 magnesium alloy ingot and the AZ61 magnesium alloy ingot in step 2) after grinding (the cut planes are opposite, such as figure 2 shown) and fixed with aluminum wire (to avoid macroscopic relative sliding during extrusion);
[0041] 4) Extruding the complex in step 3) at 400°C to obtain a product.
Embodiment 3
[0043] The extrusion method of the metal composite plate in this embodiment comprises the following steps:
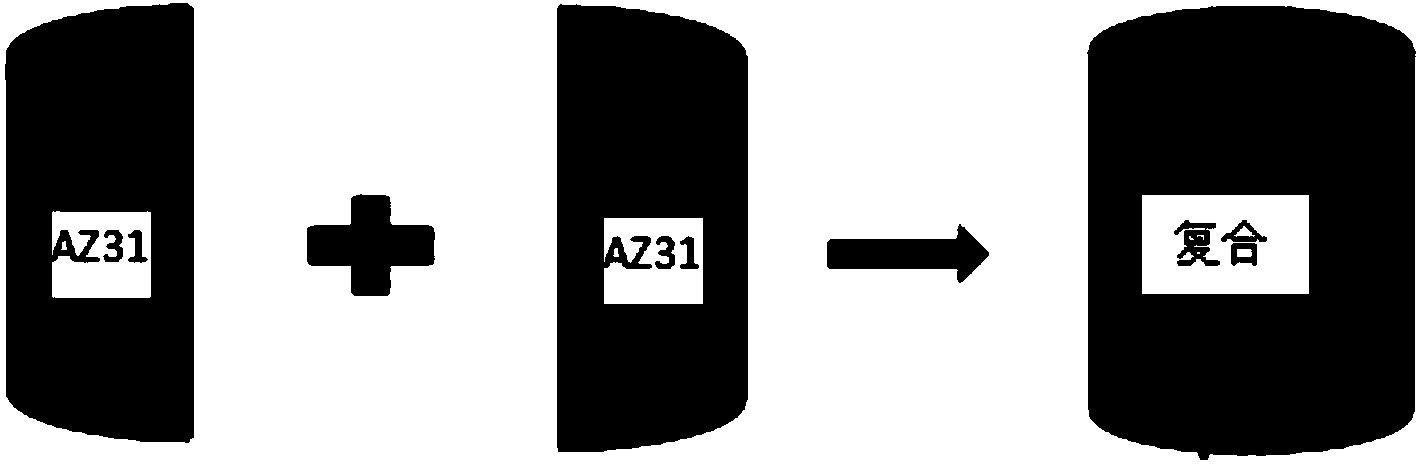
[0044] 1) Divide the same cylindrical AZ31 magnesium alloy ingot into two parts along the axis;
[0045] 2) Cleaning the cut surfaces of the two semi-cylindrical AZ31 magnesium alloy ingots in step 1) and grinding them until smooth;
[0046] 3) The two semi-cylindrical AZ31 magnesium alloy ingots after step 2) are stacked together (the cut surfaces are opposite, such as image 3 shown) and fixed with aluminum wire (to avoid macroscopic relative sliding during extrusion);
[0047] 4) Extruding the complex in step 3) at 400°C to obtain a product.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More