

A method for preparing ultra-high hardness cladding layer by synchronous ultrasonic vibration assisted laser technology
A technology of ultrasonic vibration and auxiliary laser, which is applied in coating, metal material coating process, etc., can solve problems such as complex process, achieve good working environment, high hardness, and save process time.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0041] A method for preparing an ultra-high hardness cladding layer by synchronous ultrasonic vibration-assisted laser technology, the specific process steps are as follows:
[0042] (1) Taking 45# steel as the treatment object, first use sandpaper to remove rust on the surface of 45# steel, and then wipe the surface of high chromium cast steel with acetone to remove oil stains;
[0043] (2) Will contain 50wt% WC and 5wt% CaF 2 The Ni-based powder of the powder is kept at 200°C for 1h, and then the cladding powder is pre-placed on the surface of 45# steel with a thickness of 1mm;
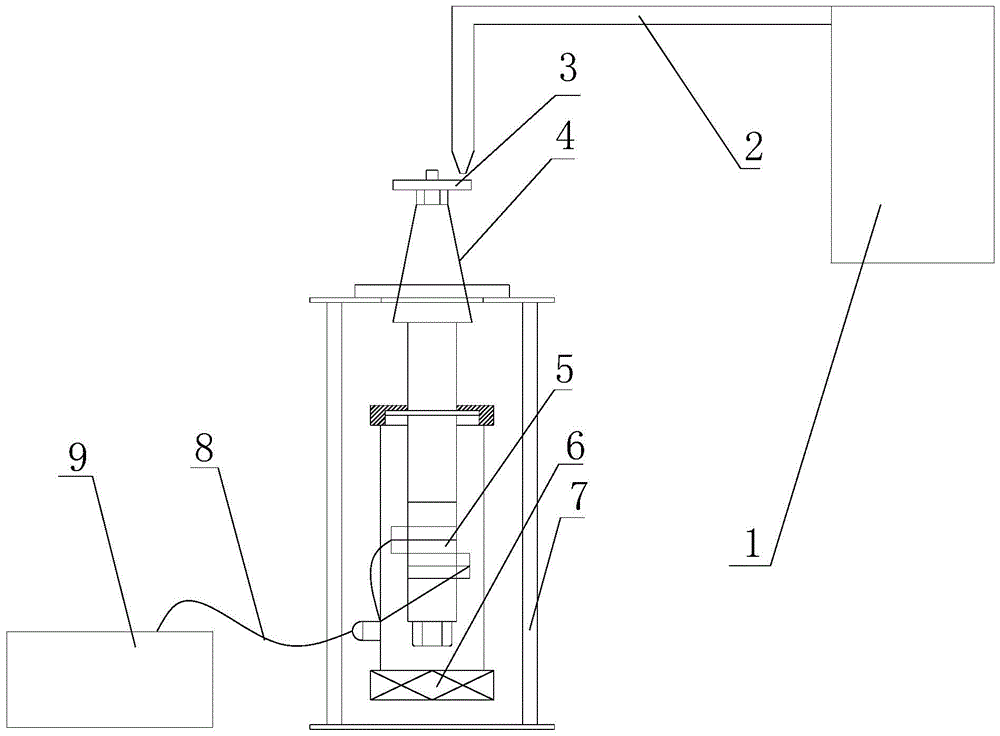
[0044] (3) Fix 45# steel to the end of the ultrasonic vibration device with bolts;
[0045] (4) Laser cladding treatment is carried out by continuous lapping, and the specific process parameters are: 5kW cross-flow CO 2 Laser processing system, the spot size is 10mm×1mm, the power is 3500W, and the scanning speed is 200mm / min, and the overlap is 2.0mm, and the 45# steel surface is continuously sca...
Embodiment 2
[0052] A method for preparing an ultra-high hardness cladding layer by synchronous ultrasonic vibration-assisted laser technology, the specific process steps are as follows:
[0053] (1) Taking 45# steel as the treatment object, first use sandpaper to remove rust on the surface of 45# steel, and then wipe the surface of high chromium cast steel with acetone to remove oil stains;
[0054] (2) Will contain 60wt% WC and 5wt% CaF 2 The Ni-based powder of the powder is kept at 300°C for 1h, and then the cladding powder is pre-placed on the surface of 45# steel with a thickness of 1mm;
[0055] (3) Fix 45# steel to the end of the ultrasonic vibration device with bolts;
[0056] (4) Laser cladding treatment is carried out by continuous lapping, and the specific process parameters are: 5kW cross-flow CO 2 Laser processing system, the spot size is 10mm×1mm, the power is 3600W, and the scanning speed is 250mm / min, and the overlap is 2.0mm, and the 45# steel surface is continuously sca...
Embodiment 3
[0064] A method for preparing an ultra-high hardness cladding layer by synchronous ultrasonic vibration-assisted laser technology, the specific process steps are as follows:
[0065] (1) Taking 45# steel as the treatment object, first use sandpaper to remove rust on the surface of 45# steel, and then wipe the surface of high chromium cast steel with acetone to remove oil stains;
[0066] (2) Will contain 60wt% WC and 5wt% CaF 2 The Ni-based powder was kept at 250°C for 1 hour, and then the cladding powder was pre-placed on the surface of 45# steel with a thickness of 1mm;
[0067] (3) Fix 45# steel to the end of the ultrasonic vibration device with bolts;
[0068] (4) Laser cladding treatment is carried out by continuous lapping, and the specific process parameters are: 5kW cross-flow CO 2 Laser processing system, the spot size is 10mm×1mm, the power is 3550W, and the scanning speed is 200mm / min, and the overlap is 1.8mm, and the 45# steel surface is continuously scanned; be...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More