

Residual oil hydrogenation method
A technology of residual oil hydrogenation and hydrogenation catalyst, which is applied in the field of residual oil hydrogenation, can solve problems such as complex process operation, lower product quality, and poor system stability, and achieve easy process operation, good product quality, and large operating flexibility Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0093] The specific dimensions of the ebullated bed reactor used in this example are shown in Table 1 below.
[0094] Table 1
[0095] code name
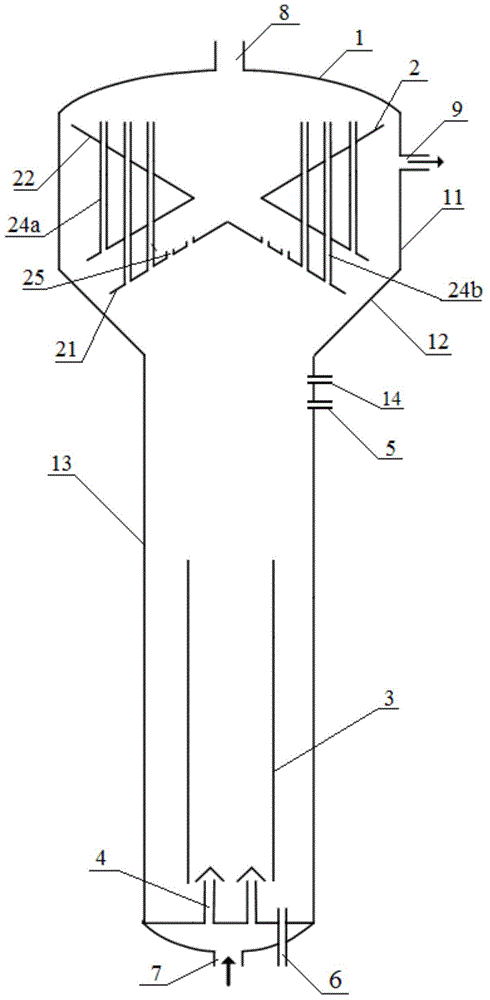
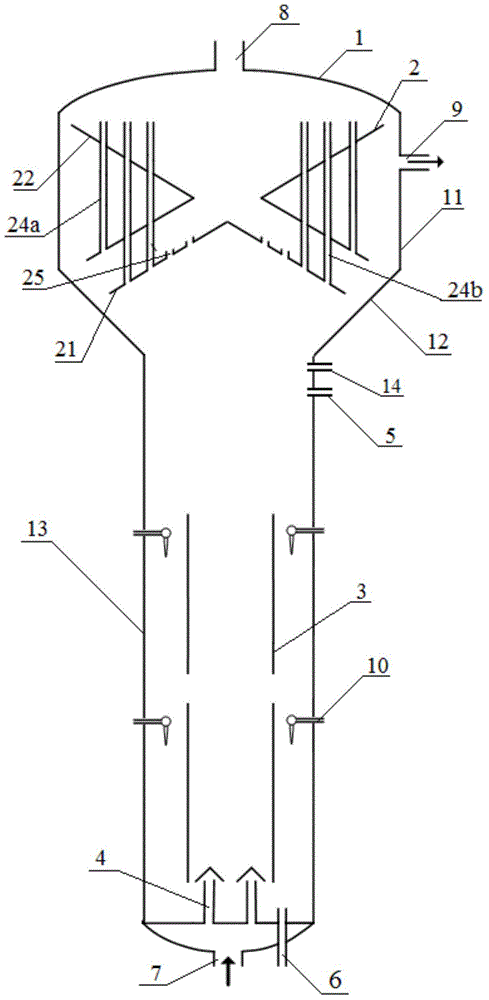
[0096] The above-mentioned ebullating bed reactor was used to carry out the cold model experiment, wherein the solid-phase catalyst added through the catalyst inlet 5 was a spherical catalyst with a particle size of 0.2-0.3mm, and the total storage capacity of the catalyst was 60% of the effective volume of the reactor. The liquid phase uses straight-run kerosene, and the volume space velocity is 0.25-3.0h -1 . Nitrogen is used in the gas phase, and the gas-oil volume ratio is 20-150. Eight gas nozzles 10 are provided, and the gas volume injected into the gas nozzles accounts for 15% of the total gas volume. The experimental results in the changing range of conditions show that the carryover of the solid phase catalyst is extremely low, the maximum is 1.5μg / g. At the same time, it can be observed in the experiment that...
Embodiment 2
[0098] The specific dimensions of the ebullated bed reactor used in this example are shown in Table 2 below.
[0099] Table 2
[0100] code name
value
code name
value
d 1 / mm
300
h 1 / mm
5250
d 2 / mm
220
h 2 / mm
3000
d 3 / mm
400
h 3 / mm
600
[0101] d 4 / mm
360
h 4 / mm
87
d 5 / mm
300
h 5 / mm
480
d 6 / mm
480
α / °
60
d 7 / mm
340
β / °
60
d 8 / mm
540
ω / °
60
d 9 / mm
300
φ / °
60
d 10 / mm
550
θ / °
60
d 11 / mm
440
The total opening area of the first gas separation pipe 24a / mm 2
3000
d 12 / mm
500
The total opening area of the second gas separation pipe 24b / mm 2
6000
d 13 / mm
600
The total opening area of the third gas separation pipe 24c / mm 2
8000
The tot...
Embodiment 3-5
[0105] Embodiments 3 and 4 adopt the medium-sized thermal reactor made according to the ratio of embodiment 1, and embodiment 5 adopts the medium-sized thermal reactor made according to the ratio of embodiment 2, wherein the solid-phase catalyst added through the catalyst inlet 5 is physicochemically The properties are shown in Table 3, and the solid-phase catalyst loading is 55% of the effective volume of the reactor. The residue raw materials are shown in Table 4. Table 5 shows the distillate oil carrying the suspended bed hydrogenation catalyst injected through the catalyst inlet 14 . The amount of gas injected through the nozzle 10 accounts for 20% by volume of the total gas amount. The reaction conditions and test results in the reactor are shown in Table 6.
[0106] table 3
[0107]
[0108] Table 4
[0109] nature
value
Density(20℃) / (g / cm 3 )
1.029
Carbon residue / wt%
19.61
Sulfur content / wt%
4.53
Nitrogen con...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| specific surface area | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More