

Manufacturing method for nickel board end sockets
A manufacturing method and head technology, applied in the direction of manufacturing tools, metal processing equipment, forming tools, etc., can solve the problems that the workpiece cannot meet the technical requirements, difficult forming and processing, poor plastic deformation, etc., and achieve a feasible heat treatment system and control of the workpiece size Good and stable performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] The present invention is applied to the N6 nickel plate head of ¢1850 / 60mm specification, and the specific implementation method is as follows:
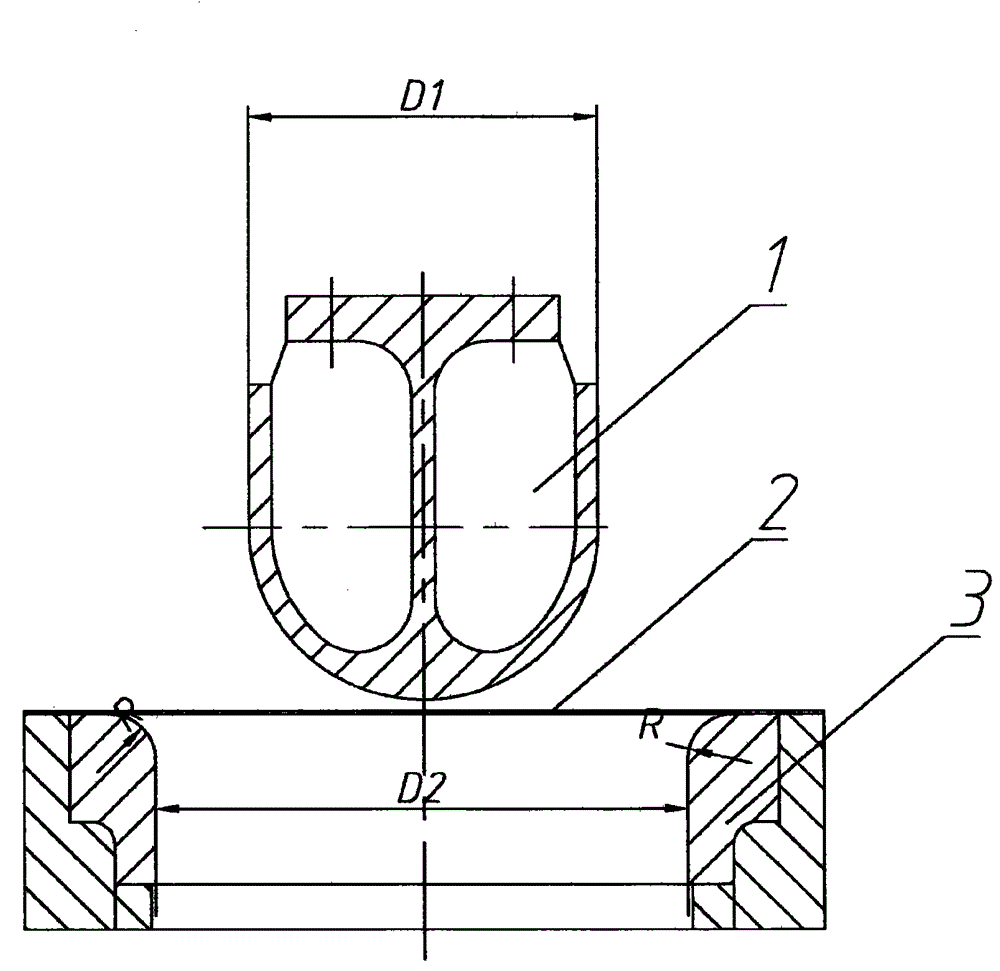
[0027] (1) Mold design: the diameter of the head is 1850mm, and the wall thickness is 60mm. According to the formula of the technical plan, the diameter D1 of the upper mold pressure head is calculated as 1859mm, the diameter of the lower mold pull ring outlet D2 is taken as 1986mm, and the gap Z between the upper and lower molds is taken as 63.6 mm, the rounded corner R of the pull ring of the lower die is taken as 150mm;
[0028] (2) Nickel plate splicing: Splice the required nickel plates, and the spliced plates are used as the blank for forming the nickel plate head. The spliced plates must be spot welded and pasted on the weld seam, and the pasted strips should be narrower than the width of the weld seam. 3mm, completely weld the clad layer of the weld seam;
[0029] (3) Penetrant flaw detection: Carry out penetrant ...
Embodiment 2
[0046] The present invention is applied to the N6 nickel sheet head of ¢4300 / 60mm specification, and the specific implementation method is as follows:
[0047] (1) Mold design: the diameter of the head is 4300mm, and the wall thickness is 60mm. According to the formula of the technical plan, the diameter D1 of the upper mold pressure head is calculated as 4334mm, the diameter of the lower mold pull ring outlet D2 is taken as 4461mm, and the gap Z between the upper and lower molds is taken as 63.6 mm, the rounded corner R of the pull ring of the lower die is taken as 210mm;
[0048] (2) Nickel plate splicing: Splice the required nickel plates, and the spliced plates are used as the blank for forming the nickel plate head. The spliced plates must be spot welded and pasted on the weld seam, and the pasted strips should be narrower than the width of the weld seam. 4mm, the cladding of the weld seam is completely welded;
[0049] (3) Penetrant flaw detection: Carry out penetra...
Embodiment 3
[0061] The present invention is applied to the N6 nickel plate head of ¢2820 / 60mm specification, and the specific implementation method is as follows:
[0062] (1) Mold design: the diameter of the head is 2800mm, the wall thickness is 50mm, and the diameter D of the upper mold head is calculated according to the formula of the technical plan 1 Take 2837mm, take the outlet diameter D2 of the lower die pull ring as 2964mm, take the gap Z between the upper and lower dies as 63.6mm, and take the rounded corner R of the lower die pull ring as 180mm;
[0063] (2) Nickel plate splicing: Splice the required nickel plates, and the spliced plates are used as the blank for forming the nickel plate head. The spliced plates must be spot welded and pasted on the weld seam, and the pasted strips should be narrower than the width of the weld seam. 3.5mm, the cladding of the weld seam is completely welded;
[0064] (3) Penetrant flaw detection: Carry out penetrant flaw detection on both s...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More