Diffusing argon blowing stopper rod for continuous casting and manufacturing method for stopper rod
A dispersive and stopper technology, which is applied to casting equipment, manufacturing tools, casting molten material containers, etc., can solve problems such as uneven distribution of argon gas, fluctuation of crystallizer liquid level, and inability to clean flocs, etc. Argon effect, improved flow control accuracy, and low cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
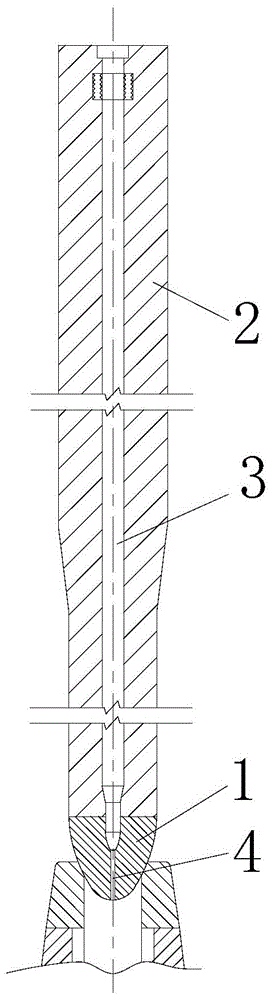
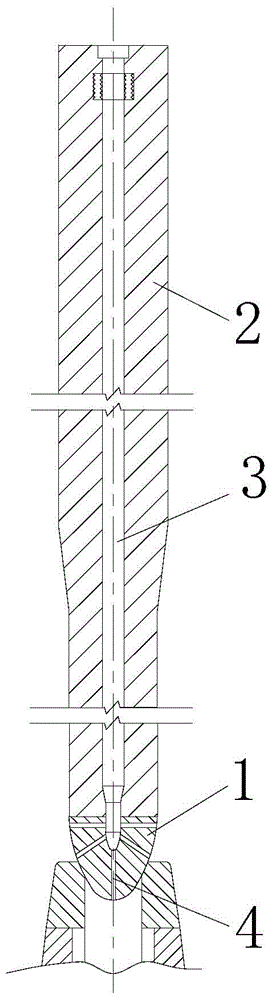
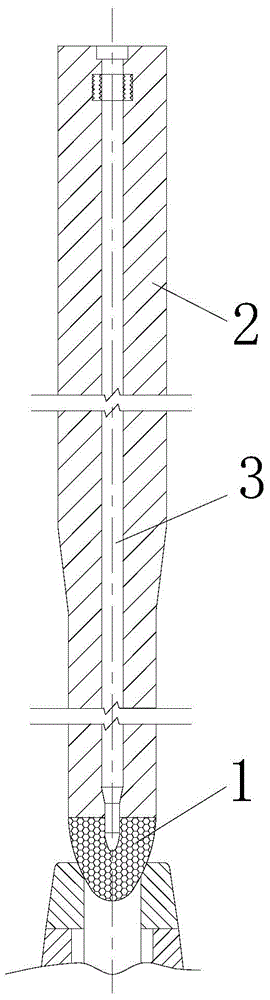
[0042] In this embodiment, the stopper head 1 is composed of the following components in proportion by weight: 15 parts of flake graphite; 80 parts of corundum; 3 parts of metal silicon powder; 2 parts of starch as a burn-off agent; resin. The stopper rod body 2 is made of conventional materials, and will not be described in detail here.
[0043] The manufacturing process of the diffuse argon-blowing stopper rod for continuous casting in this embodiment is as follows:
[0044] 1) Ingredients: Weigh the raw materials of stopper head 1 according to the weight ratio;
[0045] 2) Mixing: add the raw material of stopper head 1 into the high-speed mixer in turn, and mix evenly to form the stopper head material, dry it for later use; and mix the stopper bar body material according to the conventional process for later use;
[0046] 3) Molding: Add the mixed stopper rod head material and stopper rod body material into the mold respectively, and form it in an isostatic pressing devic...
Embodiment 2
[0053] In this embodiment, the stopper tip 1 is composed of the following components in proportion by weight: 10 parts of flake graphite, 82 parts of corundum, 2 parts of boron carbide, 3 parts of aluminum-magnesium alloy powder, 4 parts of dextrin as a loss-of-burn agent, plus the above-mentioned 9% phenolic resin by total weight of ingredients. The stopper rod body 2 is made of conventional materials, which will not be described in detail here.
[0054] The manufacturing process of the diffused argon-blowing stopper for continuous casting in this example is the same as in Example 1, wherein the molding pressure during the molding process is 140 MPa; during the firing process, the temperature is kept at 1100° C. for 6.5 hours in a carbon-reducing atmosphere.
[0055] After testing, the physical performance indicators of the stopper head 1 manufactured in this embodiment are: apparent porosity 24.3%, bulk density 2.40g / cm3, room temperature flexural strength 8.4Mpa.
Embodiment 3
[0057]In the present embodiment, the plug head 1 is composed of the following components by weight: 5 parts of flake graphite, 81 parts of corundum, 2 parts of boron carbide, 3 parts of metal silicon powder, 2 parts of aluminum-magnesium alloy powder, and the loss-on-ignition agent is polyethylene 7 parts, plus 7% of the phenolic resin by the total weight of the above components. The stopper rod body 2 is made of conventional materials, which will not be described in detail here.
[0058] The manufacturing process of the dispersive argon blowing plug for continuous casting in this example is the same as that of Example 1, wherein the molding pressure during the molding process is 150 MPa; during the firing process, under a carbon reducing atmosphere, the temperature is kept at 1200 ° C for 7 hours and fired.
[0059] After testing, the physical performance indicators of the stopper head 1 made in this embodiment are: apparent porosity of 25.5%, bulk density of 2.32g / cm3, and f...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| flexural strength | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com