

Preparation method of Cu-Cr-Zr alloy contact wire
A cu-cr-zr, contact wire technology, used in cable/conductor manufacturing, electrical components, circuits, etc., can solve problems such as difficult to achieve, and achieve the effects of reducing segregation, low energy consumption, and improving product performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] (1) Melt 20kg of electrolytic copper (purity: 99.9%) in an induction furnace, add charcoal and graphite flakes to cover the protective solution at the same time, then add 1.69kgCu-10%Cr, 0.3kgCu-20%Zr intermediate alloy, and keep warm for 10min Stop the furnace and remove slag.
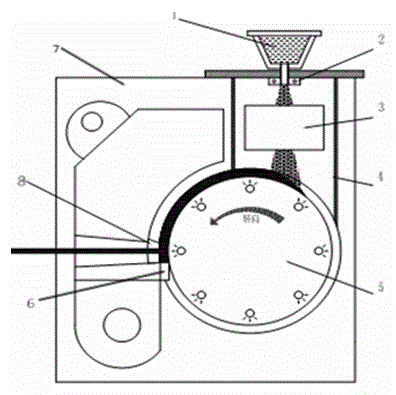
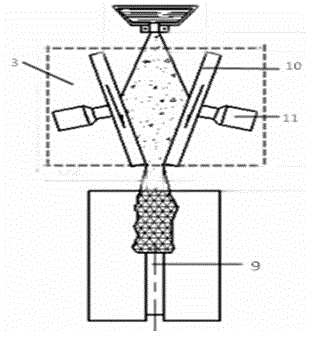
[0025] (2) Continuous extrusion of spray deposition to prepare contact wire billet: spray and deposit the atomized alloy solution into the groove 9 of the extrusion wheel under the action of the flow controller 3, and preheat it under the action of the extrusion force The final die 8 is continuously extruded to extrude the contact wire billet, the melt atomization temperature is 1250°C, the atomization air pressure is 0.20MPa, the extrusion wheel speed is 2r / min, and the motor speed in the popular controller is 1000r / min.
[0026] (3) The contact wire billet obtained in step (2) is subjected to planetary rolling, and the rolling deformation is 2.0.
[0027] (4) Aging treatment at 400°C for 0.5...
Embodiment 2
[0030] (1) Melt 20kg of electrolytic copper (purity: 99.9%) in an induction furnace, add charcoal and graphite flakes to cover the protection solution, then add 1.1kgCu-10%Cr, 0.23kgCu-20%Zr intermediate alloys, keep warm for 12min Stop the furnace and remove slag.
[0031](2) Continuous extrusion of spray deposition to prepare contact wire billet: spray and deposit the atomized alloy solution into the groove 9 of the extrusion wheel under the action of the flow controller, and pass the preheating process under the action of the extrusion force. The mold 8 continuously extrudes and extrudes the contact wire billet; the melt atomization temperature is 1200°C, the atomization air pressure is 0.6MPa, the rotation speed of the extrusion wheel is 10r / min, and the rotation speed of the motor in the popular controller is 1500r / min.
[0032] (3) The contact wire billet obtained in step (2) is subjected to planetary rolling and the rolling deformation is 2.0.
[0033] (4) Aging treatm...
Embodiment 3
[0036] (1) Melt 20kg of electrolytic copper (99.9% purity) in an induction furnace, add charcoal and graphite flakes to cover the protection solution, then add 2.2kgCu-10%Cr, 0.9kgCu-20%Zr master alloy, keep warm for 15min Stop the furnace and remove slag.
[0037] (2) Continuous extrusion of spray deposition to prepare contact wire billet: spray and deposit the atomized alloy solution into the wheel groove 9 of the extrusion wheel under the action of the flow controller, and pass the preheating process under the action of the extrusion force. The final die 8 is continuously extruded to extrude the contact wire billet; the melt atomization temperature is 1225° C., the atomization air pressure is 0.80 MPa, the rotation speed of the extrusion wheel is 5 r / min, and the rotation speed of the motor in the popular controller is 1200 r / min.
[0038] (3) The contact wire billet obtained in step (2) is subjected to planetary rolling and the rolling deformation is 2.0.
[0039] (4) Agi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More