

Personalized jaw surgery guide and manufacturing method thereof
A manufacturing method and surgical technology, which is applied in the field of biomedical engineering, can solve problems such as the inability to ensure the accuracy of the jaw surgery guide plate, difficulty in controlling the manufacturing precision, and affecting the appearance of patients, so as to ensure the accuracy of the direction and magnitude of the force High performance, good dimensional accuracy and ideal surface roughness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
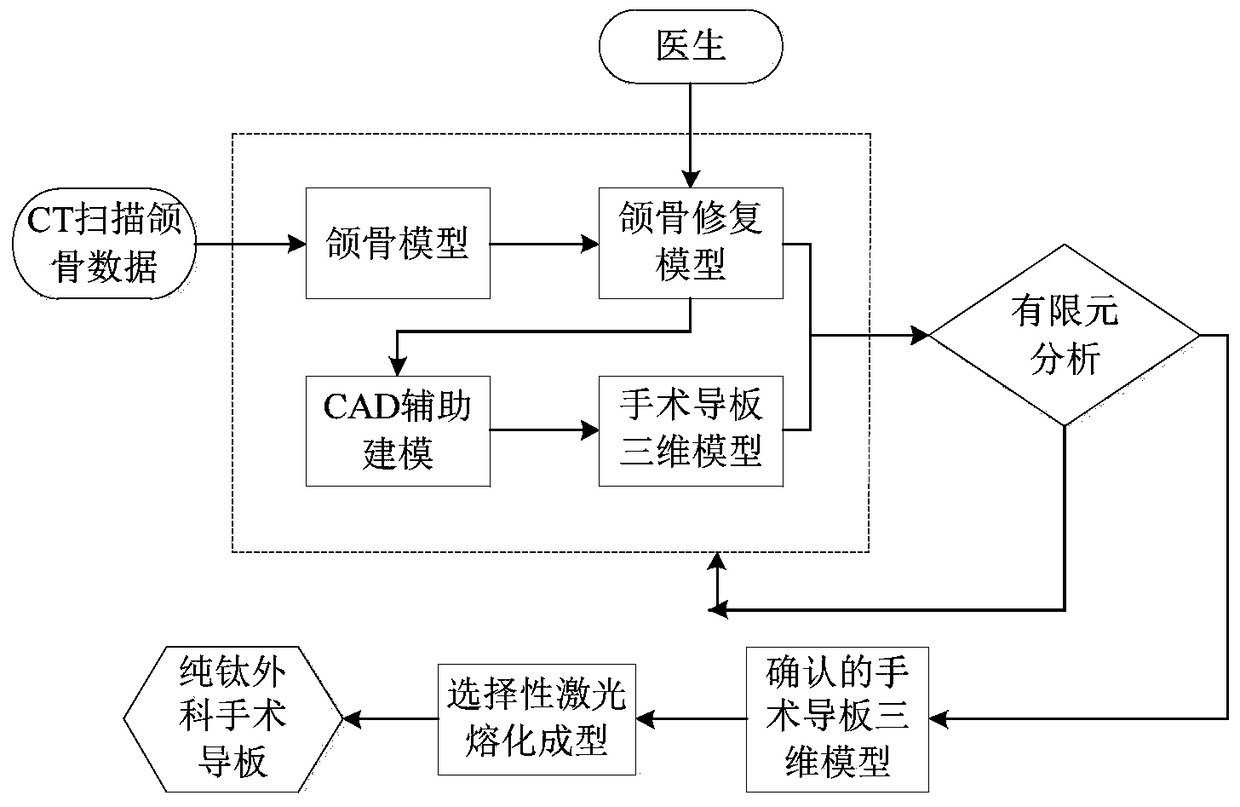
[0037] A manufacturing method of a personalized jaw surgery guide plate in this embodiment includes the following steps (see the flow chart figure 1 ):
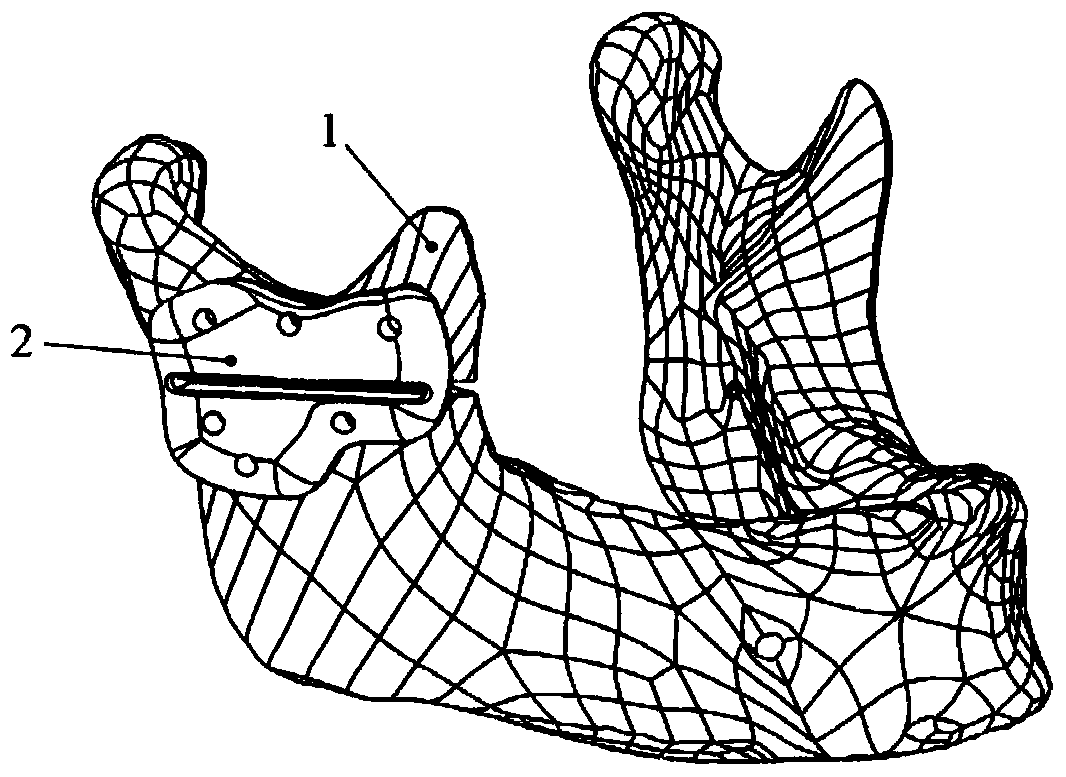
[0038] (1) Reverse modeling: CT scanning of the patient's jawbone to obtain the data of the damaged jawbone, use Imageware reverse engineering software to eliminate noise, then perform feature extraction, obtain the damaged jawbone model, and import it into the computer , the doctor will repair the damaged jaw, including bone reduction, defect filling and repair, etc., and design the surgical guide model accordingly, such as figure 2 shown;
[0039] (2) Forward modeling: Unigraphics NX 3D modeling software is used for computer-aided design, and the interactive graphic design method is used to accurately repair the surgical template model and improve the fit of the surgical template model to the characteristics of the jaw bone, so that the surgical template can be matched with the The damaged jaws are highly anastomosed to ...
Embodiment 2
[0058] In this embodiment, a method for manufacturing a personalized jaw surgery guide plate, the steps are the same as in Embodiment 1, the difference is that:
[0059] The molding process described in step (5) is as follows:
[0060] a. Lay titanium powder on the substrate, the thickness of the powder layer is 80 μm, and use a scraper to distribute the titanium powder layer evenly;
[0061] b. Introduce argon gas at a flow rate of 0.1L / min, use a high-precision scanning galvanometer, and perform laser scanning molding (200W fiber laser) based on the path file generated by the three-dimensional model layer, and use focused laser energy to melt the metal titanium powder, To form a smooth melting layer, the scanning parameters are:
[0062] The scanning speed is 8m / s; the laser beam diameter is 80μm; the repeat positioning accuracy is ±0.005mm; the molding speed is 5ccm / h.
Embodiment 3
[0064] In this embodiment, a method for manufacturing a personalized jaw surgery guide plate, the steps are the same as in Embodiment 1, the difference is that:
[0065] The molding process described in step (5) is as follows:
[0066] a. Lay titanium powder on the substrate, the thickness of the powder layer is 90 μm, and use a scraper to distribute the titanium powder layer evenly;
[0067] b. Introduce argon gas at a flow rate of 1L / min, use a high-precision scanning galvanometer, and perform laser scanning molding (200W fiber laser) based on the path file generated by the three-dimensional model layer, and use focused laser energy to melt titanium powder to form For a flat melted layer, the scanning parameters are:
[0068] The scanning speed is 15m / s; the laser beam diameter is 120μm; the repeat positioning accuracy is ±0.005mm; the molding speed is 15ccm / h.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More