

Fluoroplastic-metal valve element and molding technological method thereof
A metal valve core and molding process technology, applied in valve devices, engine components, mechanical equipment, etc., can solve the problems of liquid penetration, poor reliability, high fluorine plastic-metal bonding surface, etc., to improve the bonding performance, good The effect of sealing performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
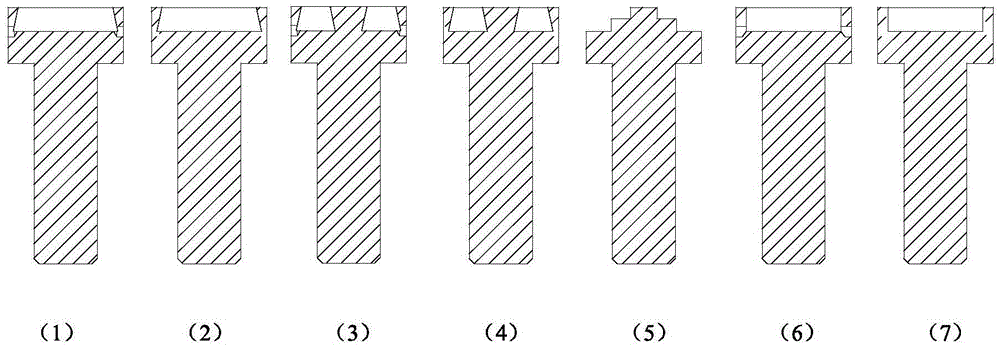
[0024] (1) Cleaning of the metal substrate of the spool: the metal substrate of the spool is cleaned with gasoline and absolute ethanol respectively to remove impurities on the surface of the metal substrate;
[0025] (2) Sandblasting: Use 20-60 mesh quartz sand to sandblast the valve head and the bottom surface, the pressure of the compressed air flow is 0.5MPa, and polish the burrs on the metal edge after sandblasting;
[0026] (3) Clean the sandblasting surface: Soak the metal substrate of the valve core in gasoline for 24 hours after sandblasting, then use a brush dipped in gasoline and alcohol to clean the sandblasting surface twice, dry naturally and store in a desiccator;
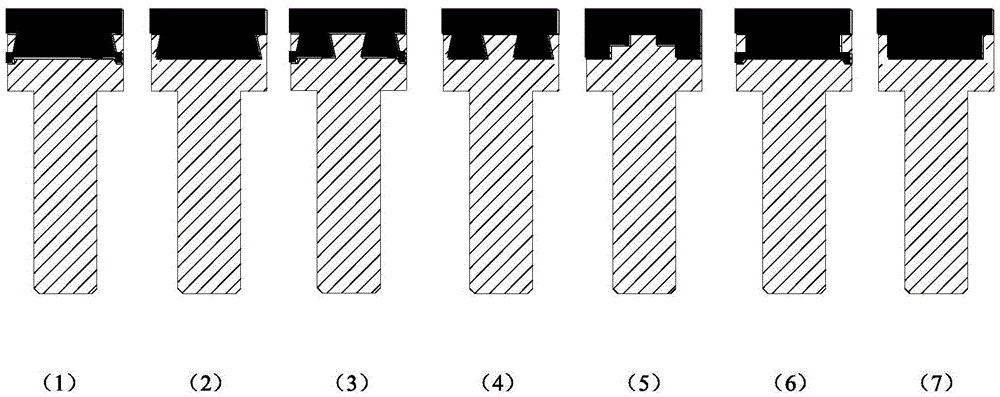
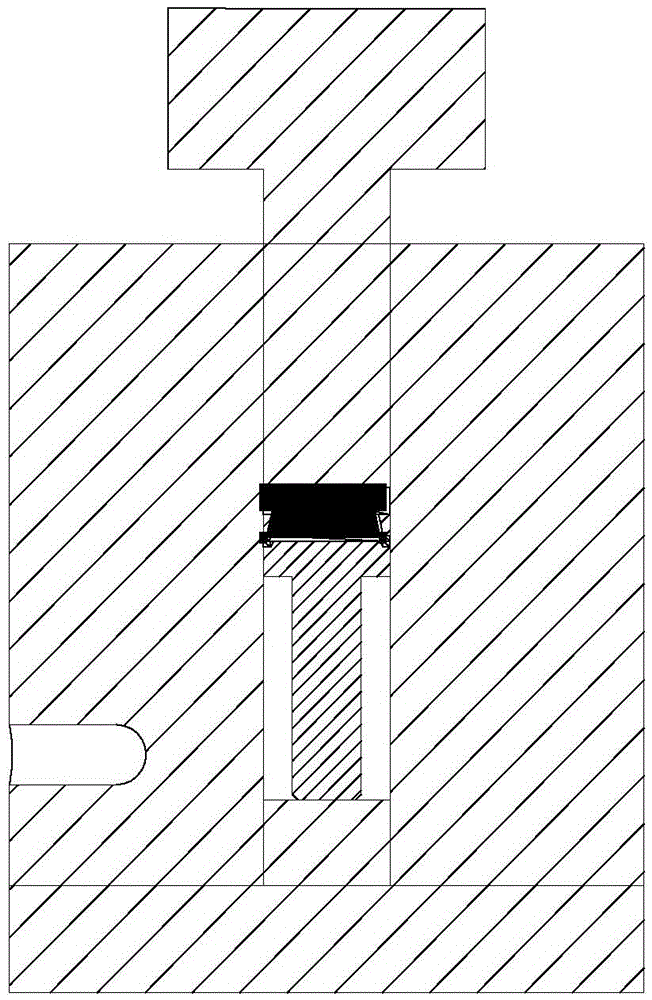
[0027] (4) FEP transition layer spraying: place the metal substrate of the valve core with the sandblasted side upward, place it on the substrate fixing tool and transfer it to the sintering furnace. After the sintering furnace is heated to 310 ° C, the sintered valve core Take out the metal substrat...
Embodiment 2
[0033] (1) Cleaning of the metal substrate of the spool: the metal substrate of the spool is cleaned with gasoline and absolute ethanol respectively to remove impurities on the surface of the metal substrate;
[0034] (2) Sandblasting: use 20-60 mesh quartz sand to sandblast the valve head and the bottom surface, the pressure of the compressed air flow is 0.75MPa, and polish the burrs on the metal edge after sandblasting;
[0035] (3) Clean the sandblasting surface: Soak the metal substrate of the valve core in gasoline for 24 hours after sandblasting, then use a brush dipped in gasoline and alcohol to clean the sandblasting surface for 3 times, dry naturally and store in a desiccator;
[0036] (4) Spraying of polytrifluorochloroethylene transition layer: place the metal substrate of the valve core with the sandblasted side upward, place it on the substrate fixing tooling and transfer it to the sintering furnace. After the sintering furnace is heated to 210 ° C, the sintered va...
Embodiment 3
[0042] (1) Cleaning of the metal substrate of the spool: the metal substrate of the spool is cleaned with gasoline and absolute ethanol respectively to remove impurities on the surface of the metal substrate;
[0043] (2) Sandblasting: Use 20-60 mesh quartz sand to sandblast the valve head and the bottom surface, the pressure of the compressed air flow is 0.6MPa, and polish the burrs on the metal edge after sandblasting;
[0044] (3) Clean the sandblasting surface: Soak the metal substrate of the valve core in gasoline for 24 hours after sandblasting, then use a brush dipped in gasoline and alcohol to clean the sandblasting surface for 3 times, dry naturally and store in a desiccator;
[0045] (4) Spraying of polyvinylidene fluoride transition layer: Put the sandblasted surface of the valve core metal substrate upwards, place it on the substrate fixing tooling and transfer it to the sintering furnace. After the sintering furnace is heated to 210 ° C, the sintered valve core met...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More