Hardening and tempering method of novel anti-corrosion glass die steel large-section forging material
A technology of corrosion-resistant glass and mold steel, which is applied in the quenching and tempering of pre-hardened corrosion-resistant glass mold steel large-section forgings, and in the field of glass mold steel for the production of high-grade glass products, which can solve problems such as uneven structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
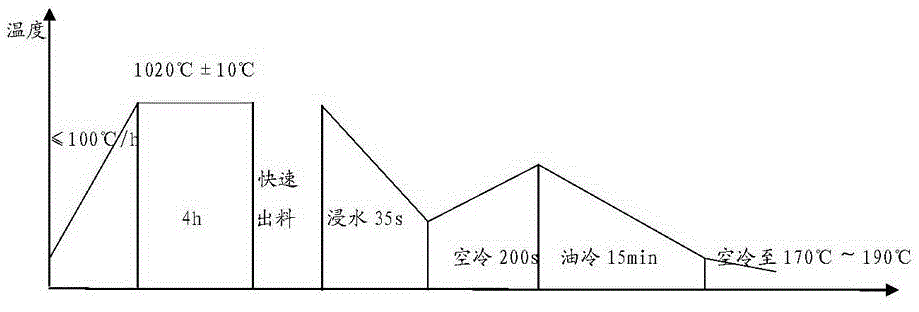
[0037] The size is Φ100mm finished forging material;
[0038] 1. Smelting: use electric furnace + LF + VD + electroslag remelting steel, the ingot type is Φ360 electroslag ingot, furnace number: 15229080076;
[0039] 2. Forging: 2000t fast forging + 1000t precision forging are used to form a material, the size of the finished material is Φ100mm, and the finished material is annealed after forging;
[0040] 3. Tempering: such as figure 2 As shown, the steel is heated in a trolley-type electric furnace, the heating rate is not greater than 100°C / h, and heated to 1020°C for austenitization and heat preservation for 4 hours; - After quenching during oil control (immersion in water for 35s→air cooling for 200s→oil immersion for 15min), the steel is air-cooled to between 170°C and 190°C and entered into a trolley-type electric heating furnace for tempering. The tempering temperature is 640°C and the time is 15h;
[0041] 4. Test results
[0042] ①Hardness (HRC): 32.7, 33.8, 33.1...
Embodiment 2
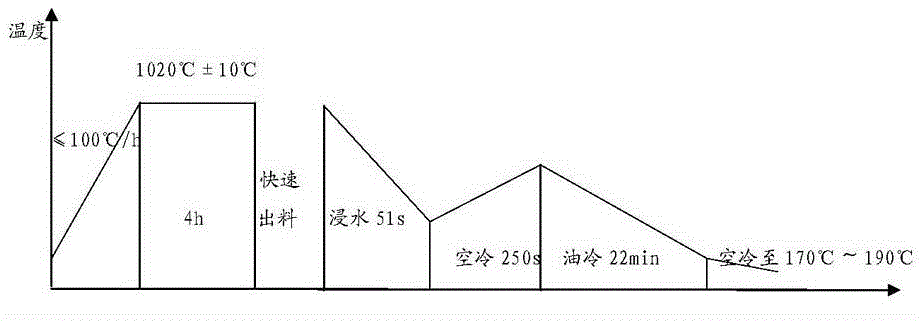
[0046] The size is Φ170mm finished forging material;
[0047] 1. Smelting: use electric furnace + LF + VD + electroslag remelting steel, the ingot type is Φ480 electroslag ingot, furnace number: 15229080089;
[0048] 2. Forging: 3150t fast forging + 1800t precision forging are combined to form a material, the size of the finished material is Φ170mm, and the finished material is annealed after forging;
[0049] 3. Tempering: such as image 3 As shown, the steel is heated in a trolley-type electric furnace, the heating rate is not greater than 100°C / h, and heated to 1020°C for austenitization and heat preservation for 4 hours; - After quenching during oil control (immersion in water for 51s→air cooling for 250s→oil immersion for 22min), the steel is air-cooled to between 170°C and 190°C and entered into a trolley-type electric heating furnace for tempering. The tempering temperature is 640°C and the time is 20h;
[0050] 4. Test results
[0051] ①Hardness (HRC): 33.5, 34.2, 3...
Embodiment 3
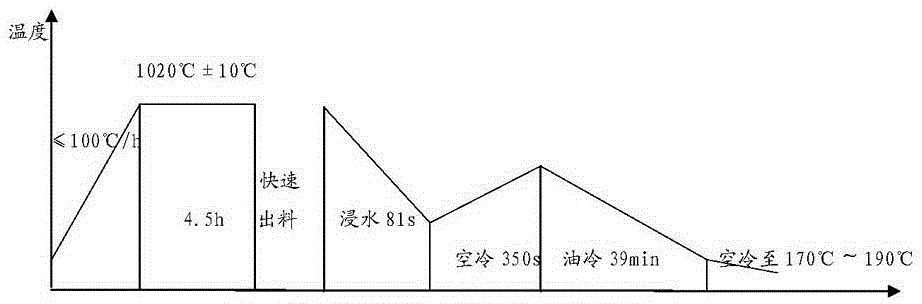
[0055] The size is Φ270mm finished forging material;
[0056] 1. Smelting: use electric furnace + LF + VD + electroslag remelting steel, the ingot type is Φ610 electroslag ingot, furnace number: 15229520093;
[0057] 2. Forging: 3150t fast forging + 1800t precision forging are combined to form a material, the size of the finished material is Φ270mm, and the finished material is annealed after forging;
[0058] 3. Tempering: such as Figure 4As shown, the steel is heated in a trolley-type electric furnace, the heating rate is not greater than 100°C / h, heated to 1020°C for austenitization and heat preservation for 4.5 hours; Quenching during air-oil control (immersion in water for 81s→air cooling for 350s→oil immersion for 39min) After treatment, the steel is air-cooled to between 170°C and 190°C and entered into a trolley-type electric heating furnace for tempering. The tempering temperature is 640°C and the time is 25h;
[0059] 4. Test results
[0060] ①Hardness (HRC): 33....
PUM
| Property | Measurement | Unit |
|---|---|---|
| Yield strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com