

Ultra-thin carbon-based composite panel and preparation method
A panel and carbon-based technology, which is applied in the field of preparation of ultra-thin C/C-Mo composite panels, can solve the problems of inability to make net shape, and achieve the effects of avoiding peeling and delamination, small thermal expansion coefficient, and firm and reliable combination
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
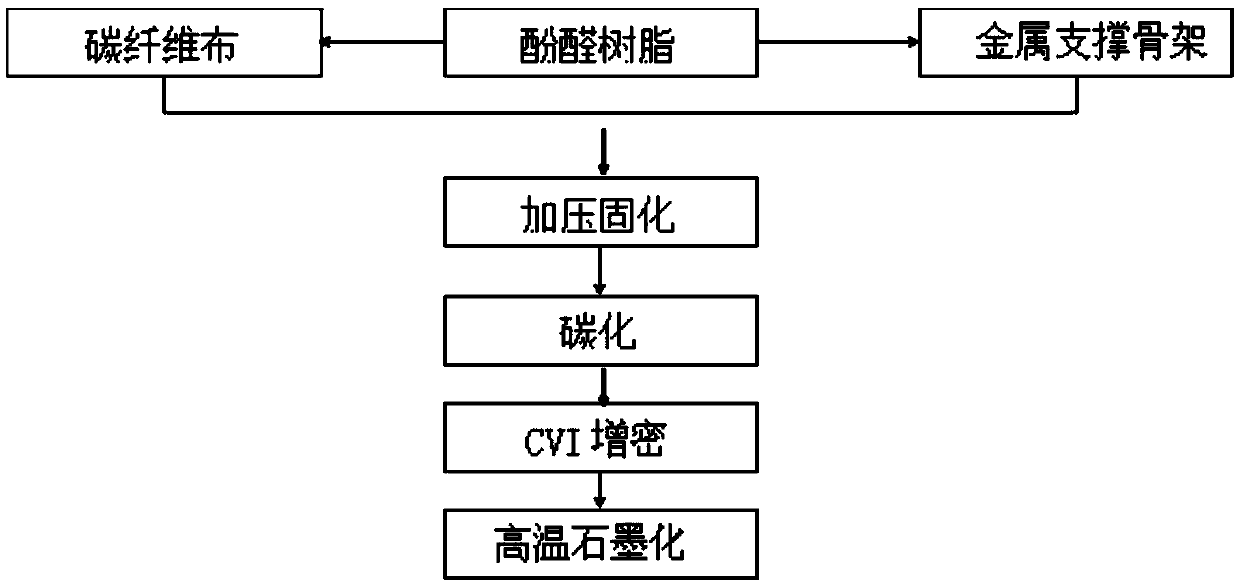
[0038] (1) Cut 2 layers of molybdenum wire mesh (the parameters of molybdenum wire mesh used are: wire diameter 0.05mm, thickness 0.1mm) and 3 layers of plain weave T700 carbon fiber cloth (the parameters of used carbon cloth are: 3K, thickness 0.26mm) cut into 220× 220mm size, evenly brush the phenolic resin on the carbon cloth and the molybdenum wire mesh, lay them up alternately, and put them into the mold;
[0039] (2) Put the mold into the press, pressurize and cure, the curing temperature is 120°C, the curing time is 60min, and the control pressure is 10Mpa; after the resin is cured, the mold is pressurized and lowered to normal temperature to obtain a carbon-based panel prefabricated body;
[0040] (3) Put the carbon-based panel prefabricated body into a vacuum annealing furnace for carbonization. The carbonization process parameter is to raise the temperature from room temperature to 300°C at a heating rate of 5°C / min. After holding for 30 minutes, continue to heat up t...
Embodiment 2
[0045] (1) Cut 2 layers of molybdenum wire mesh (the parameters of molybdenum wire mesh used are: wire diameter 0.05mm, thickness 0.1mm) and 3 layers of plain weave T700 carbon fiber cloth (the parameters of used carbon cloth are: 1K, thickness 0.16mm) cut into 220× 220mm size, evenly brush the phenolic resin on the carbon cloth and the molybdenum wire mesh, lay them up alternately, and put them into the mold.
[0046] (2) Put the mold into the press, pressurize and cure, the curing temperature is 120°C, the curing time is 60min, and the control pressure is 10Mpa; after the resin is cured, the mold is pressurized and lowered to room temperature to obtain a carbon-based panel prefabricated body.
[0047] (3) Put the carbon-based panel prefabricated body into a vacuum annealing furnace for carbonization. The carbonization process parameter is to raise the temperature from room temperature to 300°C at a heating rate of 5°C / min. After holding for 30 minutes, continue to heat up to ...
Embodiment 3
[0052] (1) Cut 3 layers of molybdenum wire mesh (the parameters of molybdenum wire mesh used are: wire diameter 0.05mm, thickness 0.1mm) and 4 layers of plain weave T700 carbon fiber cloth (the parameters of used carbon cloth are: 1K, thickness 0.16mm) cut into 220× 220mm size, evenly brush the phenolic resin on the carbon cloth and the molybdenum wire mesh, lay them up alternately, and put them into the mold.
[0053] (2) Put the mold into the press, pressurize and cure, the curing temperature is 120°C, the curing time is 60min, and the control pressure is 10Mpa; after the resin is cured, the mold is pressurized and lowered to room temperature to obtain a carbon-based panel prefabricated body.
[0054] (3) Put the carbon-based panel prefabricated body into a vacuum annealing furnace for carbonization. The carbonization process parameter is to raise the temperature from room temperature to 300°C at a heating rate of 5°C / min. After holding for 30 minutes, continue to heat up to ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Density | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More