Method for preparing roll ring for rolling mill and roll ring prepared by the method
A roll ring and rolling mill technology, applied in the field of rolling mill equipment preparation, can solve problems such as high brittleness, affecting rolling quality, and low wear resistance, achieve high hardness and wear resistance, good interface bonding, and reduce rolling costs Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0027] Below, combine Figure 1-4 The method for preparing roll rings for rolling mills of the present invention is described in detail, and the preparation method includes the following steps:
[0028] Step 1, preparing the roll ring base and roll ring wrapping
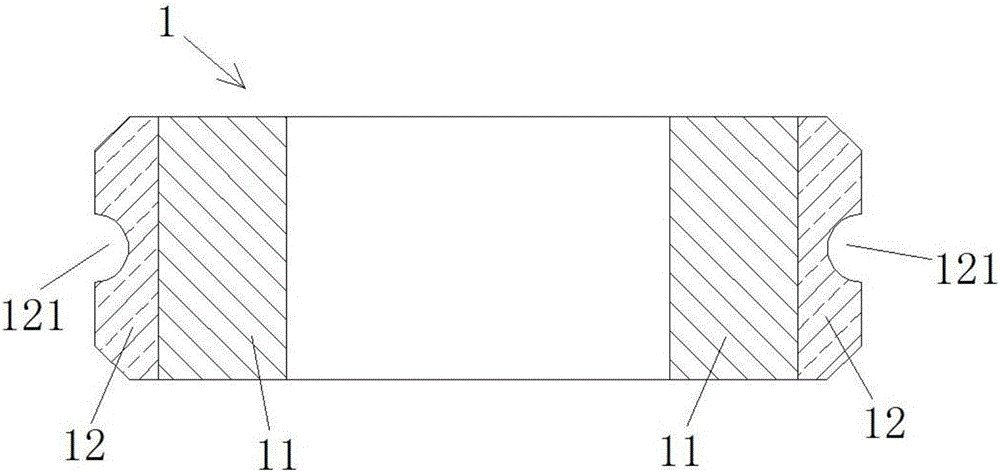
[0029] Such as figure 1 and 3 As shown, the roll ring 1 includes a roll ring base 11 and a working layer 12 , and the working layer 12 is located outside the roll ring base 11 . Among them, the roller ring base 11 is an annular cylinder, and is preferably made of high-quality carbon structural steel, which is often referred to as No. 45 steel by those skilled in the art. No. 45 steel has good comprehensive mechanical properties, is easy to cut, and is economical and practical. The annular cylinder refers to a cylinder whose cross section is an annular surface. The working layer 12 fits and covers the outer wall of the ring base 11 , and the outer wall of the working layer 12 is provided with a rolling groove 121 ...
Embodiment 1
[0039] Prepare the roll ring base and the roll ring cover, and place the roll ring base in the roll ring cover, and the powder particle size of the alloy powder filled into the roll ring cover is 50 μm, the chemical composition and the weight percentage of each chemical composition The order is: 2.5% carbon, 5.0% chromium, 1.5% molybdenum, 10.0% vanadium, 0.8% silicon, 0.5% manganese, and the rest is Fe. After the alloy powder filling is completed, the top cover is placed on the top of the powder loading channel after the alloy powder is vibrated, and the sealing connection is carried out by argon arc welding. Next, place the roll ring wrapper with the roll ring matrix and alloy powder inside it in a degassing furnace to heat and vacuumize it. When the temperature reaches 450°C and the vacuum degree reaches 2×10 -3 Pa, keep the temperature and vacuum constant for 2 hours to complete the degassing and heat preservation treatment. Then put the roller ring wrapper with built-in ...
Embodiment 2
[0042] Prepare the roll ring base and the roll ring cover, and place the roll ring base in the roll ring cover, and the powder particle size of the alloy powder filled into the roll ring cover is 100 μm, the chemical composition and the weight percentage of each chemical composition In order: 2.2% carbon, 4.5% chromium, 1.2% molybdenum, 9.0% vanadium, 1.0% silicon, 0.8% manganese, and the rest is Fe. After the alloy powder filling is completed, the alloy powder is vibrated and the top cover is placed on the top of the powder loading channel, and the sealing connection is carried out by argon arc welding. Next, place the roll ring wrapper with the roll ring matrix and alloy powder inside it in a degassing furnace to heat and vacuumize it. -3 Pa, keep the temperature and vacuum constant for 5 hours to complete the degassing and heat preservation treatment. Then put the roller ring jacket with built-in roller ring matrix and alloy powder in a hot isostatic pressing furnace for t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| flexural strength | aaaaa | aaaaa |
| flexural strength | aaaaa | aaaaa |
| flexural strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com