

Laser welding method for thin-walled tantalum tube and thin-walled iron-nickel alloy pipe
An iron-nickel alloy and laser welding technology, applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of iron-nickel alloys with different melting points, easy deformation, and low-melting iron-nickel alloy burning. The effect of high strength and high reliability connection, tight joint connection and narrow heat affected zone
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
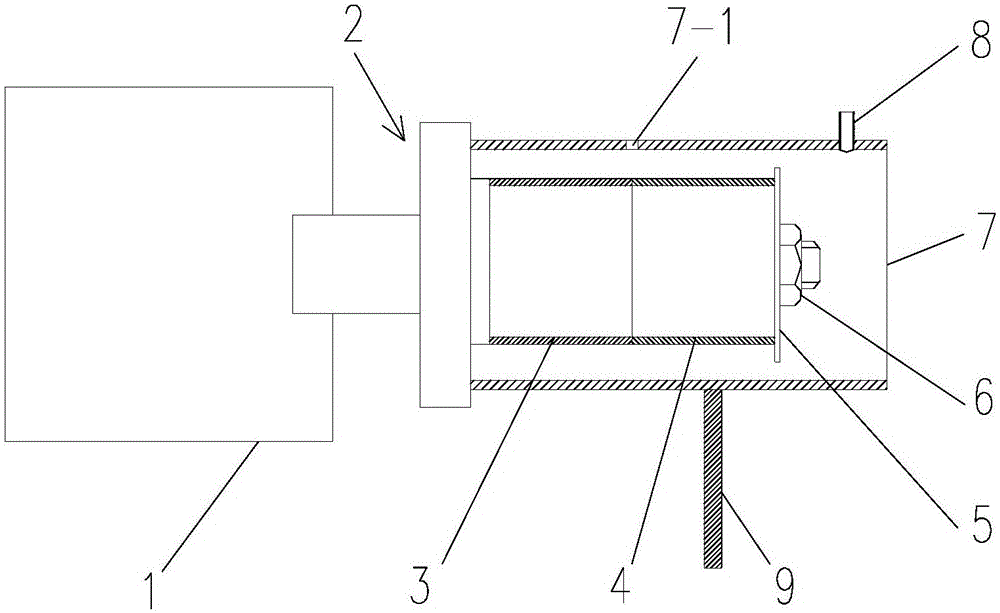
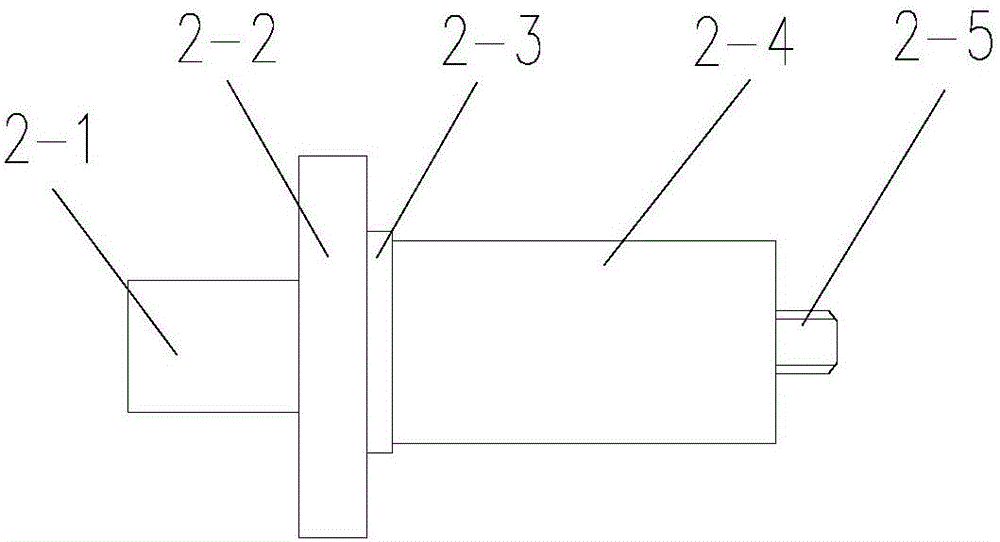
[0032] combine figure 1 and figure 2 , the laser welding method of the thin-walled tantalum tube and the thin-walled iron-nickel alloy tube in this embodiment comprises the following steps:
[0033] Step 1. Cleaning before welding: remove the burrs of the thin-walled tantalum tube 3 and the thin-walled iron-nickel alloy tube 4 under a microscope, and then perform welding on the thin-walled tantalum tube 3 and the thin-walled iron-nickel alloy tube 4 after deburring Carry out grinding and polishing, and then place the ground and polished thin-walled tantalum tube 3 and thin-walled iron-nickel alloy tube 4 in absolute ethanol for ultrasonic cleaning, the temperature of ultrasonic cleaning is 60°C, and the time of ultrasonic cleaning is 30 minutes; The outer diameters and wall thicknesses of the thin-walled tantalum tube 3 and the thin-walled iron-nickel alloy tube 4 are equal; Both are 60mm; the coaxiality tolerance of the thin-walled tantalum tube 3 and the thin-walled iron-...
Embodiment 2
[0038] combine figure 1 and figure 2 , the laser welding method of the thin-walled tantalum tube and the thin-walled iron-nickel alloy tube in this embodiment comprises the following steps:
[0039]Step 1. Cleaning before welding: remove the burrs of the thin-walled tantalum tube 3 and the thin-walled iron-nickel alloy tube 4 under a microscope, and then perform welding on the thin-walled tantalum tube 3 and the thin-walled iron-nickel alloy tube 4 after deburring Carry out grinding and polishing, and then place the ground and polished thin-walled tantalum tube 3 and thin-walled iron-nickel alloy tube 4 in absolute ethanol for ultrasonic cleaning, the temperature of ultrasonic cleaning is 60°C, and the time of ultrasonic cleaning is 30 minutes; The outer diameters and wall thicknesses of the thin-walled tantalum tube 3 and the thin-walled iron-nickel alloy tube 4 are equal; Both are 80mm; the coaxiality tolerance of the thin-walled tantalum tube 3 and the thin-walled iron-n...
Embodiment 3
[0044] combine figure 1 and figure 2 , the laser welding method of the thin-walled tantalum tube and the thin-walled iron-nickel alloy tube in this embodiment comprises the following steps:
[0045] Step 1. Cleaning before welding: remove the burrs of the thin-walled tantalum tube 3 and the thin-walled iron-nickel alloy tube 4 under a microscope, and then perform welding on the thin-walled tantalum tube 3 and the thin-walled iron-nickel alloy tube 4 after deburring Carry out grinding and polishing, and then place the ground and polished thin-walled tantalum tube 3 and thin-walled iron-nickel alloy tube 4 in absolute ethanol for ultrasonic cleaning, the temperature of ultrasonic cleaning is 60°C, and the time of ultrasonic cleaning is 30 minutes; The outer diameters and wall thicknesses of the thin-walled tantalum tube 3 and the thin-walled iron-nickel alloy tube 4 are equal; Both are 100mm; the coaxiality tolerance of the thin-walled tantalum tube 3 and the thin-walled iron...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More