Thick pipe welding process of high-strength steel
A welding process, high-strength steel technology, applied in welding equipment, welding/welding/cutting items, manufacturing tools, etc., can solve the problems of pipe fittings that are difficult to meet quality and efficiency requirements, easy to generate pores, cracks, slag inclusions, etc. The welding process cycle, the welding one-time forming is good, and the effect of solving welding problems
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment Construction
[0023] In order to make the technical means, creative features, goals and effects achieved by the present invention easy to understand, the present invention will be further described below in conjunction with specific illustrations.
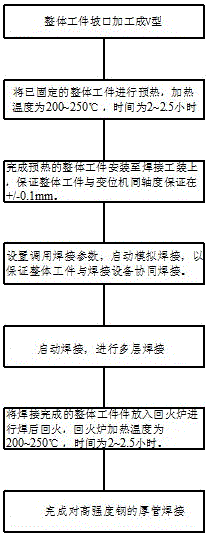
[0024] A thick tube welding process for high-strength steel, such as figure 1 As shown, the specific steps are as follows:
[0025] element C Si mn S P standard value 0.28~0.34 0.90~1.20 0.80~1.10 ≤0.025 ≤0.025 element Mo Cu Cr Ni Cep standard value ≤0.025 0.80~1.10 ≦0.030 0.71(%)
[0026] Cleaning before welding: use dry river sand (77~15.4 mesh, air pressure ≤0.5MPa) to blow sand on the surface of the overall workpiece, the distance from the nozzle to the surface of the overall workpiece is 150~300mm, and prohibit the nozzle from being perpendicular to the surface of the overall workpiece; then use Dip a clean rag with alcohol or acetone to clean the surface of the welding wire until the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com