

Double-fluid composite iron-based bimetal casting method
A bimetallic and iron-based technology, which is applied in casting molding equipment, metal processing equipment, casting molds, etc., can solve the problems of large amount of double-liquid composite fusion and high rejection rate of bimetallic composite, and achieves the expansion of the range of process parameters and facilitates industrialization High-production, easy-to-control effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
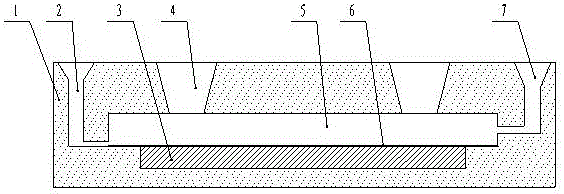
[0014] Example: 500×500×50mm composite wear-resistant plate
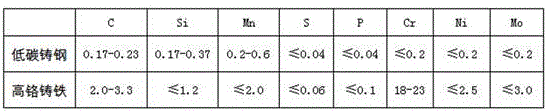
[0015] The bimetal composite wear plate is made of low carbon cast steel and high chromium cast iron, and its composition is shown in the table below. The finished product requires high chromium cast iron layer thickness 25-35mm, hardness requirement ≥55HRC, low carbon cast steel thickness 15-25mm, impact toughness not less than 50J.
[0016]
[0017] Process analysis: Comparing the composition of low-carbon cast steel and high-chromium cast iron in the above table, it can be seen that the composition of Si, Mn, P and S after fusion has little change, mainly due to the change of C, Ni and Cr. In terms of the physical properties of the two, the thermal conductivity of low-carbon cast steel is higher than that of high-chromium cast iron. High-chromium cast iron, so low-carbon cast steel with a high melting point is used as the first layer of metal, and high-chromium cast iron with a low melting point is used as th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More