

Composite metal material, its preparation method and metal material product
A composite metal material and metal material technology, applied in metal rolling, metal layered products, chemical instruments and methods, etc., can solve the problems of low yield of kitchenware products, separation of aluminum layer and steel layer, etc., to ensure interface bonding Strength, avoidance of separation, inhibition of interdiffusion effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
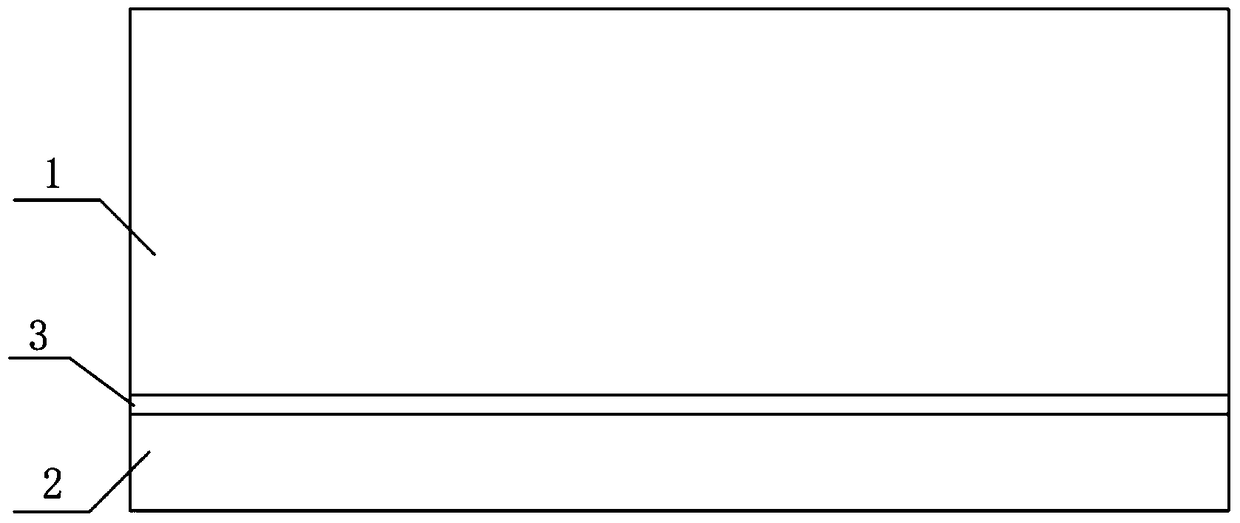
[0037] The composite metal material in this embodiment includes a first alloy layer 1 , a second alloy layer 2 and a third alloy layer 3 located between the first alloy layer 1 and the second alloy layer 2 .
[0038] The first alloy layer is 3003 aluminum alloy, and the 3003 aluminum alloy includes 100 parts by mass of the following materials: copper (Cu) 0.13 parts, manganese (Mn) 1.2 parts, iron (Fe) 0.6 parts, silicon (Si) 0.5 parts parts, zinc (Zn) 0.08 parts, and the rest are aluminum and inevitable impurity elements.
[0039] The second alloy layer is 430 stainless iron, which includes 100 parts by mass of the following materials: 16.8 parts of chromium (Cr), 0.10 parts of carbon (C), 0.7 parts of silicon (Si), and 0.7 parts of manganese (Mn) 1 part, phosphorus (P) 0.03 part, sulfur (S) 0.02 part, and the rest are iron and inevitable impurity elements.
[0040] The third alloy layer is 4A60 aluminum alloy, and the 4A60 aluminum alloy includes 100 parts by mass of the fo...
Embodiment 2
[0048] The composite metal material in this embodiment includes a first alloy layer, a second alloy layer, and a third alloy layer located between the first alloy layer and the second alloy layer, and the composition of the corresponding alloy layer is the same as that in Embodiment 1.
[0049] The preparation method of the composite metal material comprises the following steps:
[0050] First, 3003 aluminum alloy and 4A60 aluminum alloy are hot-rolled and compounded, and the cladding ratio of 4A60 is 10%;
[0051] When rolling and compounding with 430 stainless iron, the surface of the acid-alkali washed stainless iron plate is polished with a roller brush and then rolled and compounded with the 4A60 aluminum alloy surface of the 3003 aluminum alloy / 4A60 aluminum alloy clad plate. The rolling temperature is 200 ℃, rolling speed 4m / min, reduction rate 25%;
[0052] Then, the finished product is annealed, and the annealing system is 320°C, and the temperature is kept for 2h. ...
Embodiment 3
[0055] The composite metal material in this embodiment includes a first alloy layer, a second alloy layer, and a third alloy layer located between the first alloy layer and the second alloy layer, and the composition of the corresponding alloy layer is the same as that in Embodiment 1.
[0056] The preparation method of the composite metal material comprises the following steps:
[0057] First, 3003 aluminum alloy and 4A60 aluminum alloy are hot-rolled and compounded, and the cladding ratio of 4A60 is 5%;
[0058] When rolling and compounding with 430 stainless iron, the surface of the acid-alkali washed stainless iron plate is polished with a roller brush and then rolled and compounded with the 4A60 aluminum alloy surface of the 3003 aluminum alloy / 4A60 aluminum alloy clad plate, and the rolling temperature is 400 ℃, rolling speed 4m / min, reduction rate 25%;
[0059] Then, the finished product is annealed, and the annealing system is 350°C, and the temperature is kept for 2....
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More