

Self-protective flux-cored wire for all-position underwater wet welding in deep water environment
A technology of wet welding and flux-cored wire, which is applied in the direction of welding medium, welding equipment, welding/cutting medium/material, etc., can solve the problems of severe welding arc shrinkage, high brittleness of welded joints, unstable arc, etc., and achieve re-strike Good arc performance, beautiful weld shape, and stable arc combustion
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0017] The present invention will be further described below through specific embodiments, but the present invention is not limited thereto.
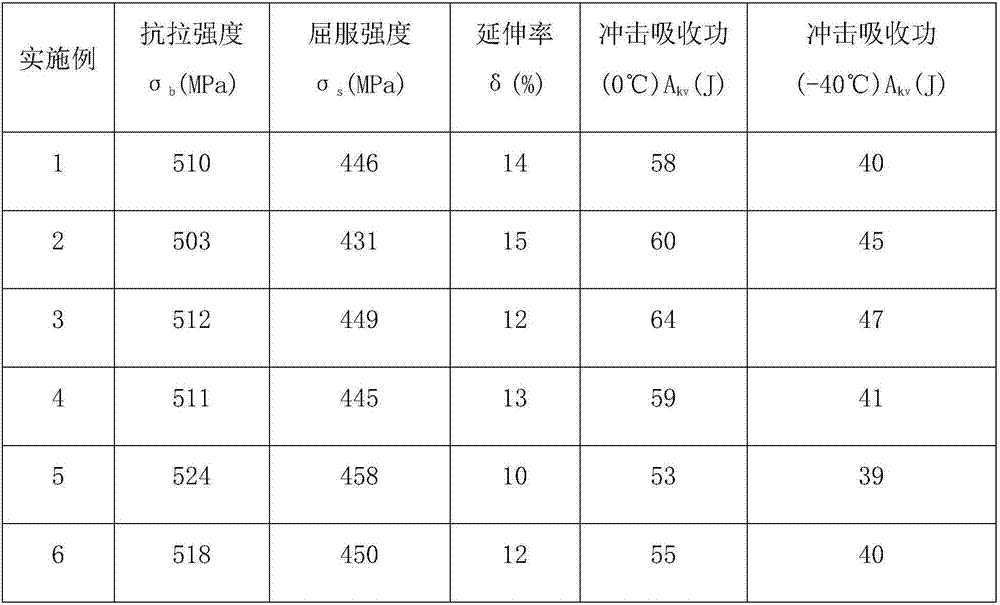
[0018] The core powder was prepared according to the above ratio, and the composition content of the core powder was adjusted. As shown in Table 1, six kinds of flux cored wires with different component contents were prepared, and the particle size of the core powder was 80 mesh. Firstly, the components of each drug core are accurately weighed in proportion, then put into a powder mixer and mixed for 5 hours, then taken out for later use.
[0019] Preparation of flux-cored wire N6 nickel strip is selected as the metal sheath of the flux-cored wire. The chemical composition is shown in Table 2. The specification of the nickel strip is: 0.3mm×8mm. It is produced according to the ordinary flux-cored wire preparation process. The core powder is added to the metal sheath to prepare a flux-cored welding wire with an "O" cross-section, the dia...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More