Molding sand for amorphous casting and its manufacturing method
A manufacturing method and amorphous technology, which are applied in casting molding equipment, molds, manufacturing tools, etc., can solve the problems of low air permeability, no compressibility, and poor concession of molding sand, and achieve a simple and convenient sand mixing process. High purity and cleanliness, good reuse and regeneration performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0042] Embodiment 1: The making of raw sand: The composition of raw sand is set as SiO 2 : 50%; 2 o 3 :20%; ZrO 2 :17%;Na 2 O: 8%; CaO: 4%; K 2 O: 1%.
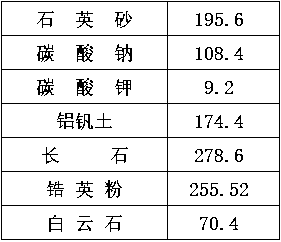
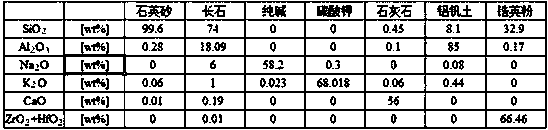
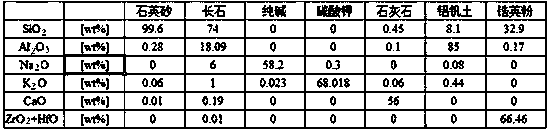
[0043] The raw materials for producing raw sand are quartz sand, feldspar, zircon powder, soda ash, potassium carbonate, bauxite and limestone. The content of each raw material component is shown in the table below:
[0044]
[0045] Based on this, the raw sand material is calculated as follows (per ton of glass):
[0046]
[0047] Put the raw sand raw material into the mixing machine according to the above ratio of ingredients, mix for 15 minutes, put it into a glass melting furnace with a furnace temperature of 1900 degrees to melt for 12 hours, export the molten glass and put it into the mold, and set the annealing curve of the annealing furnace from 800 The degree Celsius is lowered to room temperature at an annealing rate of 3 degrees Celsius / min. The annealed glass is taken out and crushed with a jaw crusher ...
Embodiment 2
[0054] Embodiment 2: The making of raw sand: The composition of raw sand is set as SiO 2 : 52%; Al 2 o 3 :20%; ZrO 2 :19%;Na 2 O: 2%; CaO: 4%; K 2 O: 3%.
[0055] The raw materials for producing raw sand are quartz sand, feldspar, zircon powder, soda ash, potassium carbonate, bauxite and limestone. The content of each raw material component is shown in the table below:
[0056]
[0057] Based on this, the raw sand material is calculated as follows (per ton of glass):
[0058]
[0059] The raw sand raw materials are mixed according to the above-mentioned ratio, put into the mixer for 15 minutes, and then put into a glass melting furnace with a furnace temperature of 2100 degrees to melt for 12 hours. When discharging, the glass liquid is made into glass beads. The preparation of glass beads The method can adopt blowing method or centrifugal method, or other production methods of glass microspheres. The production method of glass microspheres is a mature production pro...
Embodiment 3
[0067] Example 3: Production of raw sand: The composition of raw sand is set as SiO2: 45%; Al2O3: 18%; ZrO2: 25%; Na2O: 4%; CaO: 4%, K2O: 4%.
[0068] The raw materials for raw sand production are quartz sand, feldspar, zircon powder, soda ash, bauxite and limestone. The content of each raw material component is shown in the table below:
[0069]
[0070] Based on this, the raw sand material is calculated as follows (per ton of raw sand):
[0071]
[0072] The physical parameters of raw sand are measured as follows:
[0073]
[0074] The raw sand raw material is put into the mixing machine according to the above-mentioned ratio of ingredients, mixed for 15 minutes, and then put into a glass melting furnace with a furnace temperature of 2100 degrees to melt for 12 hours, and the glass is made into glass beads or self-grinding as in Example 1, and sieved Get raw sand.
[0075] Adopt the following proportions to make molding sand, and the following proportions are all ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com